

3D-стекло с цифровой печатью
Когда слышишь ?3D-стекло с цифровой печатью?, многие сразу представляют себе что-то футуристическое, почти голографическое. На деле же, в цеху, всё начинается с куда более приземлённых вещей: с проверки флоат-стекла на микротрещины и подбора керамической краски, которая не отвалится после закалки. Самый частый миф — что цифровая печать решает всё. Нет, она лишь инструмент, и результат на 70% зависит от подготовки поверхности и последующей термообработки.
От сырья до подложки: почему базовое стекло решает всё
Работая с материалами от таких производителей, как ООО Минда Стекло (Чэнду), входящего в Группу Хэбэй Хайшэн, понимаешь разницу. Их флоат-стекло — это не просто листы, а стабильная по толщине и оптическим свойствам подложка. Для 3D-эффекта это критично: любая волна или пузырь в массе стекла исказит рисунок, сделает его ?плывущим?. Мы как-то пробовали сэкономить, взяв стекло потоньше и подешевле у другого поставщика — после печати и закалки по краям пошла радужная плёнка, внутренние напряжения так проявились. Пришлось партию утилизировать.
Здесь важна не только геометрия, но и химический состав поверхности. Современные цифровые принтеры для стекла используют керамические пигменты, которые вплавляются в верхний слой при температуре около 600-700°C. Если на поверхности есть невидимые глазу силиконовые следы или защитная плёнка оставила клейкий слой — пигмент ляжет пятнами. Поэтому на площадке ООО Минда Стекло всегда акцентируют предварительную мойку и обезжиривание на специальных линиях. Это не просто рекомендация, а обязательный технологический протокол.
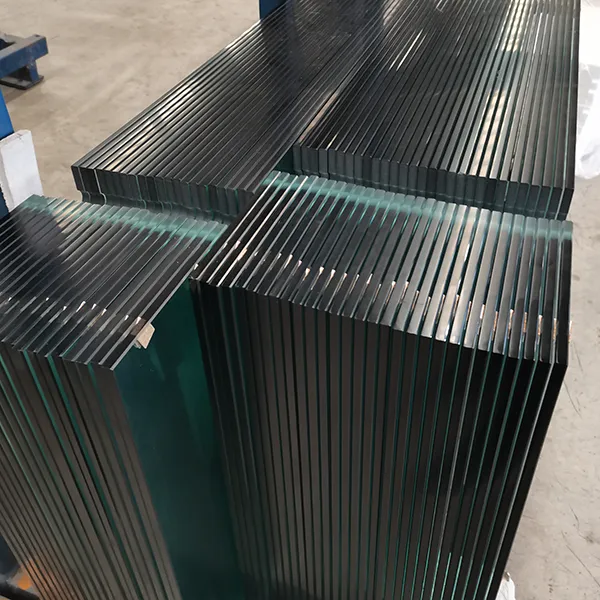
Толщина стекла тоже играет роль в восприятии 3D. Для глубокого, объёмного изображения лучше идти от 6 мм и выше. Тонкое стекло (3-4 мм) не даёт того ?тела?, глубины, эффект становится плоским, больше похожим на обычную качественную печать. Но и здесь есть нюанс: чем толще стекло, тем сложнее равномерно его прогреть в печи для закалки, могут возникнуть зоны с разной степенью спекания краски. Нужно очень точно выставлять температурный профиль.
Цифровая печать: не только принтер, но и ?мозги?
Сам процесс печати — это, конечно, сердце технологии. Но многие забывают про подготовку файла. Чтобы получить по-настоящему объёмное изображение, нужен не просто 2D-макет, а многослойная карта глубины. Мы используем специальный софт для разбивки изображения на каналы: один — для основного цвета, другой — для теней, которые будут визуально ?уходить? вглубь, третий — для бликов. Каждый канал печатается с разной плотностью чернил.
Проблема, с которой сталкивался почти каждый: цветопередача на экране и после обжига. Керамические краски кардинально меняют оттенок в процессе спекания. Синий может уйти в фиолетовый, ярко-красный — стать приглушённо-кирпичным. Поэтому мы годами собирали свою библиотеку цветовых профилей под конкретные модели принтеров и печи. Без этого калибровочная работа занимает недели. На сайте unitexglass.ru видно, что компания ориентируется на крупные проекты — там такая ручная подгонка просто нерентабельна, нужны заранее выверенные технологические карты.
Ещё один практический момент — скорость печати. Для сохранения детализации и плавных градиентов, создающих иллюзию объема, нельзя ?гонять? принтер на максимальной скорости. Но в коммерческих заказах сроки всегда горят. Приходится искать баланс: где-то снижать разрешение печати, но не до потери четкости, где-то оптимизировать сам рисунок, убирая излишне мелкие детали, которые всё равно ?поплывут? при обжиге.
Закалка и 3D-эффект: где рождается объём
Вот здесь и происходит магия. Напечатанное стекло — матовое, цвета приглушённые. Объём едва намечен. После прохождения через печь закалки, где стекло разогревается до состояния вязкости и затем резко охлаждается, происходит несколько вещей. Во-первых, краска намертво вплавляется в поверхность, становясь частью материала. Во-вторых, само стекло становится в несколько раз прочнее. Но для нас, как для технологов, главное — визуальный эффект.
При правильном температурном режиме поверхность над напечатанной областью слегка изменяет свою оптическую плотность. Свет преломляется иначе, чем на чистом стекле. Именно это и создаёт тот самый 3D-эффект — иллюзию, что изображение находится не на поверхности, а внутри массива стекла или даже выступает из него. Если передержать в печи — краска может ?закипеть?, появятся пузырьки, которые разрушат целостность картинки. Если недодержать — эффект будет слабым, а адгезия краски недостаточной.
Один из наших неудачных экспериментов был связан как раз с попыткой усилить объём за счёт многослойной печати с промежуточным низкотемпературным обжигом. Идея была в том, чтобы нанести сначала ?глубинный? слой, слегка его закрепить, затем верхний, и потом отправить на полноценную закалку. На практике слои начали взаимодействовать друг с другом при высоких температурах непредсказуемо, цвета смешались в грязные пятна. Вернулись к классической схеме: печать всех слоёв за один проход с последующей однократной закалкой. Надёжно и предсказуемо.
Применение в архитектуре: не только красота, но и расчёт
Основная сфера, куда уходит наше 3D-стекло с цифровой печатью — это интерьерные решения и фасады. Тут важен не только эстетический, но и инженерный расчёт. Например, для спа-зоны одного отеля мы делали стеклянные перегородки с изображением водорослей. Эффект должен был быть успокаивающим, ?объёмным?, но не давящим.
Самая большая головная боль была с креплением. Тяжёлое, 8-миллиметровое закалённое стекло с неравномерным по площади напылением (где-то краски много, где-то почти нет) по-разному ведёт себя к ветровой нагрузке, если речь о вентилируемом фасаде. Пришлось консультироваться с инженерами и делать дополнительные расчёты на распределение нагрузки. Производители базового стекла, такие как ООО Минда Стекло (Чэнду), часто предоставляют технические данные по плотности и прочности своего материала, что сильно упрощает жизнь.
В интерьере же другая проблема — свет. 3D-изображение оживает и меняется в зависимости от освещения. При прямом свете оно может выглядеть ярко и контрастно, при рассеянном — мягко и глубоко. Клиентам это не всегда очевидно. Приходится заранее делать небольшие образцы и показывать их при разном свете: у окна, под искусственным верхним светом, в затемнённой зоне. Это убирает недопонимание на этапе приёмки.
Будущее и ограничения: куда движется технология
Технология не стоит на месте. Появляются пигменты с новыми эффектами — металлическим блеском, термохромные, меняющие цвет под разным углом. Но их интеграция в процесс цифровой печати по стеклу — это новый виток сложности. Каждый такой пигмент требует своего температурного режима, может не сочетаться с другими в одном рисунке.
Ограничение, которое пока не преодолено, — это размер. Хотя принтеры позволяют печатать на больших форматах, сама печь для закалки имеет габаритные ограничения. Поэтому панорамные панно часто приходится делать сегментарно, а потом монтировать. Стык — всегда слабое место, и визуально, и конструктивно. Над этим бьются все, и крупные заводы, и нишевые мастерские.
Если смотреть на рынок, то запрос смещается от просто декоративного стекла к многофункциональным решениям. То же 3D-стекло хотят видеть одновременно как солнцезащитный элемент, как часть смарт-остекления. Пока это больше футуристика, но работы в этом направлении ведутся. Для производителя же ключевое — это стабильность. Стабильность качества базового стекла, как у крупных игроков вроде ООО Минда Стекло, стабильность пигментов, стабильность оборудования. Без этого даже самая красивая цифровая картинка превратится в брак на выходе из печи. Всё упирается в дисциплину процесса, а не в волшебство технологии.
Соответствующая продукция
Соответствующая продукция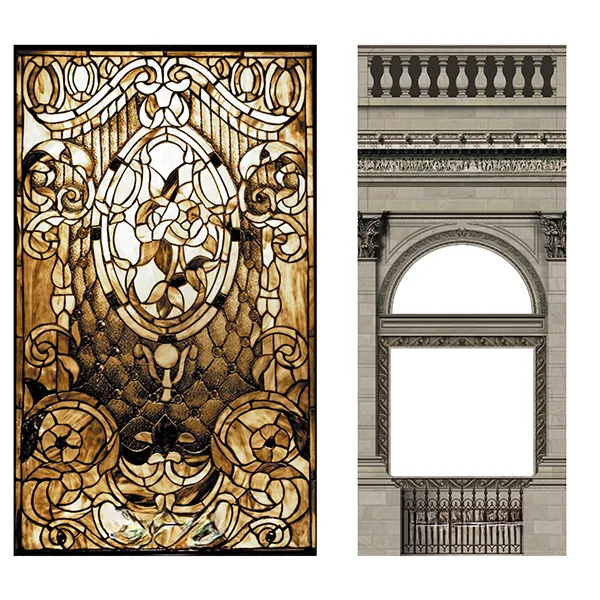


Самые продаваемые продукты
Самые продаваемые продукты-
 Плоское закаленное стекло
Плоское закаленное стекло -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 Low-E стекло
Low-E стекло -
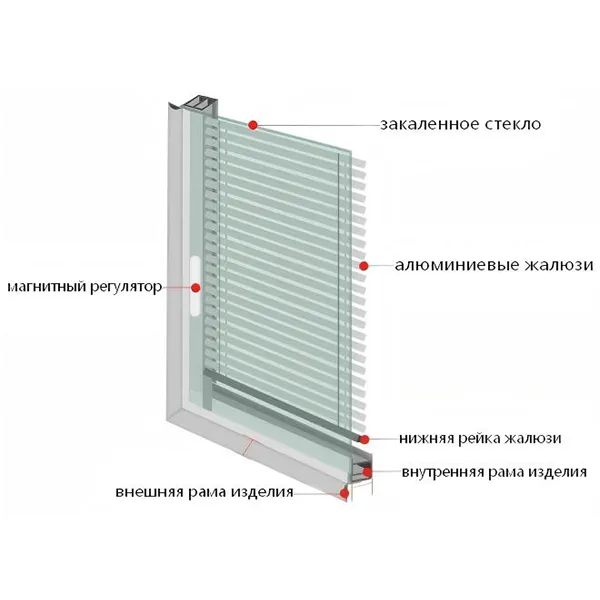 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Стекло с шелкографией
Стекло с шелкографией -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 6D-печать на стекле
6D-печать на стекле -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками -
 Армированное стекло
Армированное стекло



