

шлифовка закаленного стекла
Когда говорят про шлифовку закаленного стекла, многие сразу думают, что это почти то же самое, что и работа с обычным стеклом. Вот тут и кроется главная ошибка, из- которой потом идут все проблемы — сколы, микротрещины, внутренние напряжения. Самый частый вопрос от клиентов: ?А почему нельзя просто взять и доработать край??. Приходится каждый раз объяснять, что закалка — это не просто свойство, это уже финальное состояние материала, и любое механическое воздействие после печи — это всегда риск.
Почему это отдельная история, а не ?просто обработка?
Закаленное стекло, оно же ?сталинит?, после термообработки приобретает сжимающие напряжения в поверхностных слоях. Это и дает его прочность. Но это же и создает главную сложность для шлифовки закаленного стекла. Если начать снимать этот самый напряженный слой неправильно, стекло не расколется сразу, как думают многие. Оно может ?выстрелить? позже, уже в изделии, или дать невидимую глазу сетку микротрещин, которая проявится через полгода. Проверено на горьком опыте.
Раньше мы пробовали использовать для доводки кромки стандартные алмазные чашки, которые отлично работают по зеркалу или триплексу. С закаленным стеклом результат был непредсказуемым: на одной партии — идеально, на другой — мелкая фаска ?заплывает? и получается волной. Потом дошли до сути: проблема была в неконтролируемом тепловом режиме. Алмаз, снимая материал, локально перегревал кромку, и из-за внутренних напряжений стекло как бы ?подстраивалось?, деформируясь. Визуально брак не всегда заметен, но на просвет или под углом — видна рябь.
Поэтому пришлось полностью пересмотреть подход. Ключевым стало не столько оборудование, сколько понимание процесса. Сейчас для финишной обработки мы используем специальные мелкозернистые шлифовальные ленты с водяным охлаждением, причем подача воды — не общая, а точечная, именно на контактную зону. Это позволяет избежать термического шока. Важно и направление движения: только поперек кромки, никаких продольных проходов ?для красоты? — они провоцируют расслоение напряженных зон.
Оборудование и мелочи, которые решают всё
Можно иметь самый современный станок с ЧПУ, но если не настроить параметры под конкретную партию стекла, результат будет плачевным. Например, у нас был заказ на фасадные панели из закаленного стекла толщиной 10 мм для высотного здания. Стекло поставил один из крупных производителей, вроде ООО Минда Стекло (Чэнду), входящего в состав Группы Хэбэй Хайшэн. Казалось бы, качество сырья гарантировано, но именно здесь и подстерегала сложность.
У этого стекла, как выяснилось в процессе, была чуть более высокая степень закалки, чем у привычного нам материала от других поставщиков. Стандартный режим шлифовки дал на кромке матовую, почти ?седую? полосу — признак пережога. Пришлось экстренно снижать скорость подачи и увеличивать расход охлаждающей жидкости. Позже, изучая информацию на сайте unitexglass.ru, мы обратили внимание, что предприятие делает акцент на глубокой переработке. Это навело на мысль, что их флоат-стекло может иметь особенности структуры перед закалкой, влияющие на финальные свойства. Теперь при работе с их материалом мы всегда делаем пробный проход на обрезке.
Еще один нюанс — абразив. Для грубой обработки кромки после резки (да, иногда приходится и такое, если допущен брак в размерах) мы используем алмазные диски с определенным связующим — не металлическим, а керамическим. Он ?мягче? снимает материал, меньше рвет поверхность. А для финишной полировки перешли на оксид церия, но не в виде пасты, а в составе специальных войлочных кругов. Паста забивается в микротрещины, и потом ее не вымыть, а это очаг для будущего разрушения.
Типичные ошибки и как их избежать
Самая распространенная ошибка — попытка отшлифовать уже установленное стекло. Были случаи, когда монтажники на объекте пытались ?подогнать? полотно болгаркой с алмазным диском. Результат всегда один — разрушение. Даже если стекло не разлетелось сразу, через сутки-двое по кромке шла трещина. Объясняем всем: механическая обработка закаленного стекла возможна только в цехе, на стационарном оборудовании с надежным креплением и охлаждением.
Другая ошибка — экономия на этапах. Шлифовка закаленного стекла — это минимум три перехода: грубая обработка для снятия основного припуска, чистовая для формирования геометрии кромки и полировка для удаления всех микросколов. Пытаться совместить два этапа в один, пропуская, например, чистовую шлифовку, — значит получить кромку, которая будет выглядеть хорошо, но под нагрузкой (например, в раздвижной системе) даст скол. Мы сами на этом обожглись лет пять назад, выполняя срочный заказ. Потом пришлось менять всю партию стекол за свой счет.
Важно и состояние оборудования. Износ опорных подшипников на шлифовальной головке всего на полмиллиметра приводит к биению, которое для обычного стекла некритично, а для закаленного создает зону переменной нагрузки по всей длине кромки. Мы теперь раз в две недели обязательно делаем контрольную обработку тестового образца и замеряем кромку под увеличением. Рутина, но она спасает от неожиданного брака.
Работа с дефектами и нестандартными ситуациями
Иногда на поверхность уже закаленного стекла попадают мелкие производственные дефекты — например, следы от роликов печи или микросколы от транспортировки. Их тоже можно локально отшлифовать, но это ювелирная работа. Для этого мы используем ручные гравировальные машинки с алмазными шарошками минимального диаметра. Главное — не пытаться ?выгладить? дефект, а аккуратно, точечно снять напряжение вокруг него. Часто после такой процедуры требуется локальная полировка, чтобы восстановить прозрачность. Это долго и дорого, но для дорогих объектов, таких как витрины бутиков или стеклянные ограждения, — единственный способ избежать замены всего полотна.
Еще одна нестандартная ситуация — комбинированные изделия. Например, когда нужно в закаленном стекле сделать отверстие под фурнитуру, а край этого отверстия затем отшлифовать. Здесь риск максимален. Мы разработали свою методику: сначала отверстие обрабатывается на станке с водяным охлаждением на низких оборотах, а потом его кромка шлифуется не по кругу, а короткими касательными движениями, чтобы не создавать циклической нагрузки. Работа кропотливая, но надежная.
Бывает, что после шлифовки закаленного стекла заказчик просит нанести покрытие — например, керамическую печать или напыление. Здесь нужно помнить, что любая последующая термообработка (а сушка таких покрытий часто происходит при высоких температурах) может изменить внутренние напряжения в зоне обработанной кромки. Поэтому мы всегда предупреждаем клиентов о таком риске и, по возможности, рекомендуем наносить покрытие до финальной шлифовки и полировки кромки, если это позволяет технология.
Взгляд в будущее и итоговые соображения
Сейчас в отрасли все больше говорят об автоматизации и лазерной обработке кромки. Для обычного стекла это уже реальность. Но для закаленного лазер — пока что опасный эксперимент. Из-за высокой температуры в точке воздействия он может ?запустить? процесс снятия внутренних напряжений непредсказуемым образом. Коллеги из Китая, в том числе с таких предприятий, как ООО Минда Стекло (Чэнду), с которыми мы иногда обмениваемся опытом, тоже подтверждают, что массового решения для лазерной шлифовки сталинита еще нет. Все упирается в контроль температуры.
Поэтому пока что будущее, на мой взгляд, за развитием традиционных механических методов, но с более интеллектуальными системами обратной связи. Например, датчики, контролирующие вибрацию и температуру в реальном времени, и станок, автоматически корректирующий давление и скорость. Это позволит нивелировать человеческий фактор и различия между партиями стекла от разных производителей.
В итоге, что самое главное в шлифовке закаленного стекла? Не оборудование и не абразивы, хотя они критически важны. Самое главное — это отношение к материалу не как к инертной заготовке, а как к живому, напряженному объекту, который реагирует на каждое воздействие. Нужно чувствовать процесс, смотреть не только на технические параметры, но и на поведение стекла в конкретный момент. Это приходит только с опытом, часто горьким. Но без этого понимания все инструкции и ГОСТы — просто бумага. Работа с таким стеклом — это всегда диалог, а не монолог технолога.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
 6D-печать на стекле
6D-печать на стекле -
 Соборное стекло
Соборное стекло -
 Многослойное стекло с цветной пленкой
Многослойное стекло с цветной пленкой -
 Матовое стекло
Матовое стекло -
 Low-E стекло
Low-E стекло -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
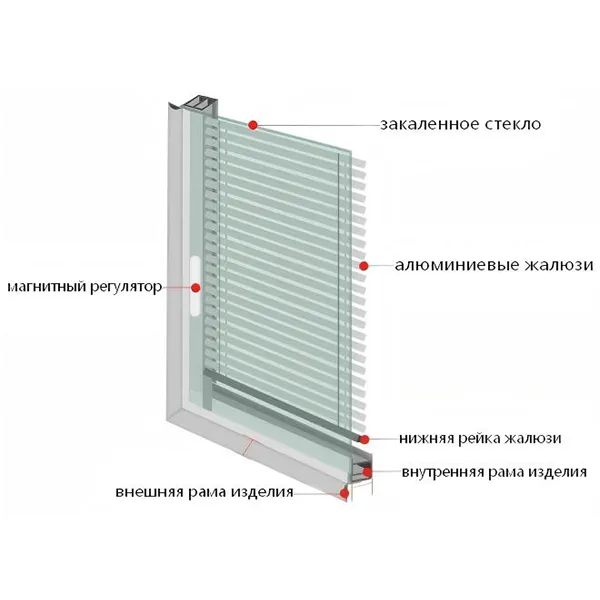 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками



