

Художественное стекло с низкотемпературной объёмной печатью
Когда слышишь ?художественное стекло с низкотемпературной объёмной печатью?, многие сразу представляют что-то хрупкое, почти декоративное. Но на деле, если отбросить маркетинговый шум, это часто вопрос технологической дисциплины и понимания материала. Основная путаница — в самом термине ?низкотемпературная?. Для кого-то это 600°C, для кого-то — 720°C. И вот здесь начинаются все проблемы: нестыковка коэффициентов расширения стекла и керамической краски, помутнение основы, отскок или растрескивание декора. Я долго считал, что главное — подобрать краску, но оказалось, что основа важнее. Особенно когда работаешь с крупными партиями, как, например, в кооперации с ООО Минда Стекло (Чэнду). Их флоат-стекло — стабильная база, но и оно требует калибровки под конкретную печь и режим.
Что на самом деле скрывается за ?низкой температурой?
В наших протоколах ?низкотемпературным? считается интервал от 580°C до 640°C для фиксации объёмного декора. Выше — уже риски для геометрии крупноформатных изделий, ниже — краска может просто не ?схватиться? по всей глубине. Ключевой параметр — не просто максимальная температура, а профиль нагрева и, что критично, скорость охлаждения. Однажды на пробной партии для фасадных панелей мы получили идеальный цвет, но при монтаже несколько элементов дали микротрещины именно из-за слишком резкого отжига. Пришлось пересматривать весь цикл, увеличивая фазу постепенного снижения температуры почти на 25%.
Здесь пригодился опыт работы с материалами от ООО Минда Стекло (Чэнду). Их стекло, поступающее с завода в Чэнду, имеет очень стабильный химический состав, что минимизирует ?сюрпризы? при термообработке. Но это не отменяет необходимости делать тестовые обжиги для каждой новой партии сырья — малейшие отклонения в содержании оксидов железа или натрия могут сдвинуть точку размягчения. Мы как-то получили партию, где декор ?проваливался? на 15°C раньше расчетных значений. Причина оказалась в сезонном изменении состава кварцевого песка на заводе-поставщике сырья для Минда. Пришлось оперативно корректировать пасту, увеличивая долю тугоплавких компонентов.
Именно поэтому ?низкотемпературная? — всегда относительный термин. Для толстого стекла 8-10 мм с глубоким (2-3 мм) рельефом даже 620°C — это граничный режим. Тепло должно успеть проникнуть вглубь, чтобы спечь весь объём пигмента, но не перегреть внешние слои. Часто помогает предварительный нагрев заготовки до 300-350°C перед нанесением пасты, но это усложняет логистику в цеху. На сайте unitexglass.ru в технических заметках как-то мельком упоминался подобный подход, но без деталей — типичная ситуация, когда производители основы не погружаются в тонкости дальнейшей глубокой переработки.
Оборудование и его капризы
Идея универсальной печи для низкотемпературной объёмной печати — утопия. Камерные печи с конвейерной подачей хороши для плоских декоративных вставок, но для сложного рельефа, где требуется равномерный прогрев со всех сторон, часто приходится использовать колпаковые или даже муфельные печи с точным контролем по зонам. Главный бич — образование ?холодных пятен? у углов и кромок, из-за чего декор в этих местах получается бледным или неоднородным по структуре.
Мы пробовали дорабатывать стандартную печь, добавляя дополнительные нагревательные элементы по периметру загрузочной камеры. Результат был неоднозначным: неравномерность снизилась, но управлять таким гибридом стало сложнее, потребовался новый блок контроля. Экономически это оправдало себя только на сериях от 500 м2, меньшие партии проще и дешевле было вести в ручном режиме с постоянным контролем оператора. Автоматизация здесь часто ломается о необходимость визуальной проверки каждого этапа — цвет или рельеф могут ?уплыть? из-за миллиметрового смещения заготовки на конвейере.
Ещё один практический момент — подготовка поверхности стекла перед печатью. Казалось бы, флоат-стекло от ООО Минда Стекло идеально ровное. Но для надёжного сцепления с толстым слоем пасты его часто нужно матировать или обрабатывать низкоинтенсивной плазмой. Мы проводили сравнительные тесты: на просто обезжиренной поверхности при 600°C адгезия была на 30% слабее, чем на матированной. Но и матирование имеет обратную сторону — оно может подчеркнуть любые внутренние дефекты стекла, например, нитевидные включения, которые на глянце были бы не видны. Приходится искать баланс, и этот баланс разный для матовых и прозрачных основ.
Краски и пасты: алхимия, которая работает
Говоря о материале для печати, нельзя просто взять ?керамическую краску для стекла?. Для объёмной печати нужны специальные пасты с определённой вязкостью и размером частиц пигмента. Если частицы слишком крупные, они оседают, и рисунок теряет чёткость; если слишком мелкие — паста растекается до обжига, смазывая контуры. Мы годами отрабатывали рецептуру с одним немецким поставщиком, но потом столкнулись с тем, что их новая партия давала усадку на 5% больше заявленной. Всю графику для серии интерьерных перегородок пришлось перерисовывать, увеличивая исходный макет.
Сейчас склоняюсь к тому, что надёжнее готовить пасту самостоятельно, под конкретный проект. Основу берём стандартную — стеклянный фритт с низкой температурой плавления, а вот пигменты и загустители подбираем экспериментально. Для проектов, где важна стабильность цвета (например, корпоративная символика в офисных стенах), такой подход хоть и дороже, но избавляет от головной боли. Кстати, в ассортименте глубокой переработки ООО Минда Стекло (Чэнду) есть готовые тонированные в массе стекла, которые иногда можно использовать как основу для печати — тогда декор ложится на уже цветной фон, что создаёт интересные визуальные эффекты при меньшем количестве проходов.
Отдельная история — белый цвет. Получить чистый, непрозрачный, не желтящий при обжиге белый — это почти искусство. Оксид циркония даёт хорошую укрывистость, но он дорог и повышает температуру спекания. Компромиссный вариант — комбинация оксида олова и циркона, но её нужно тщательно вымешивать, чтобы не было полос. На одном из наших первых коммерческих заказов как раз ?поплыл? белый фон — клиент требовал идеально ровного поля, а мы получили едва заметные волны тона. Пришлось компенсировать за счёт дизайна, добавив лёгкий градиент, который скрыл дефект. Клиент остался доволен, но для нас это был урок: белый цвет всегда тестируем на полном цикле, даже если паста из ?проверенной? партии.
Практические кейсы и типичные ошибки
Один из самых показательных проектов — изготовление сантехнических панелей для премиум-сегмента. Требования: объёмный орнамент, устойчивость к частому контакту с моющими средствами, абсолютная нетоксичность после обжига. Мы использовали стекло толщиной 8 мм от Минда Стекло и пасту на основе свинцово-боросиликатного фритта (сейчас, конечно, перешли на бессвинцовые составы). Основная ошибка на старте — мы не учли, что панели будут монтироваться в помещениях с перепадами температуры (ванная, сауна). После года эксплуатации на нескольких объектах проявилась сетка микротрещин в местах перехода от толстого слоя декора к тонкому. Проблема была в остаточных напряжениях. Решили, изменив дизайн трафарета — избегали резких перепадов толщины слоя, сделали переходы более плавными. И, конечно, добавили этап отжига с очень медленным остыванием.
Другой случай — художественные панно для общественного интерьера. Здесь главным вызовом был размер (отдельные элементы до 1.5х3 метра) и необходимость бесшовной стыковки рисунка. Печать вели по сегментам, а затем собирали композицию. Ошибка была в том, что мы не синхронизировали партии пасты для всей площади. Цвет на стыках двух партий, обожжённых с разницей в неделю, отличался на полтона. Пришлось ?подгонять? цвет вручную, добавляя лессировочные слои на уже обожжённые фрагменты и отправляя их на повторный, очень кратковременный обжиг. Трудоёмко, но панно было спасено. Теперь для крупных объектов всю пасту готовим единой партией, даже если это означает простой производства.
А вот неудача, которая многому научила: попытка сделать ?объёмное? золочение. Нанесли на стекло основу для низкотемпературной печати, сверху — золотую пасту. После обжига золотой слой местами слипся, местами отслоился, вид был непрезентабельный. Оказалось, что коэффициенты термического расширения двух материалов были несовместимы в выбранном температурном окне. Пришлось отказаться от этой идеи в рамках технологии низкотемпературной объёмной печати и использовать комбинированную технику, где объёмный декор и позолота наносятся и обжигаются по отдельности. Это дольше и дороже, зато результат стабильный.
Взгляд вперёд и место технологии в индустрии
Куда движется эта технология? С одной стороны, есть запрос на ещё большее удешевление процесса, чтобы выйти в массовый сегмент. С другой — растёт спрос на уникальные, почти штучные изделия, где цена не главное. Мне кажется, будущее за гибридными решениями. Например, низкотемпературная объёмная печать как финишный этап после лазерной гравировки или фрезеровки стекла. Или её интеграция с технологиями умного стекла — представьте перегородку с объёмным узором, которая к тому же может менять прозрачность.
Сотрудничество с крупными производителями основы, такими как ООО Минда Стекло (Чэнду), входящее в Группу Хэбэй Хайшэн, задаёт важный тренд на стандартизацию. Когда у тебя есть стабильная, предсказуемая основа, можно больше ресурсов бросить на отработку именно декора, а не на борьбу с дефектами сырья. Их потенциал в глубокой переработке, судя по информации на unitexglass.ru, огромен, и было бы логично ожидать от них в будущем не просто флоат-стекло, а готовые калиброванные заготовки, оптимизированные под конкретные методы декорирования, включая нашу объёмную печать.
В итоге, технология художественного стекла с низкотемпературной объёмной печатью — это не волшебная палочка, а сложный, капризный, но невероятно выразительный инструмент. Его освоение требует не столько следования инструкциям, сколько накопленного опыта, чутья на материал и готовности к экспериментам, часть из которых неизбежно окажутся неудачными. Но когда всё сходится — температура, материал, режим, — результат получается живым, тактильным и по-настоящему художественным. И ради этого стоит разбираться во всех этих температурных профилях, коэффициентах расширения и капризах печей.
Соответствующая продукция
Соответствующая продукция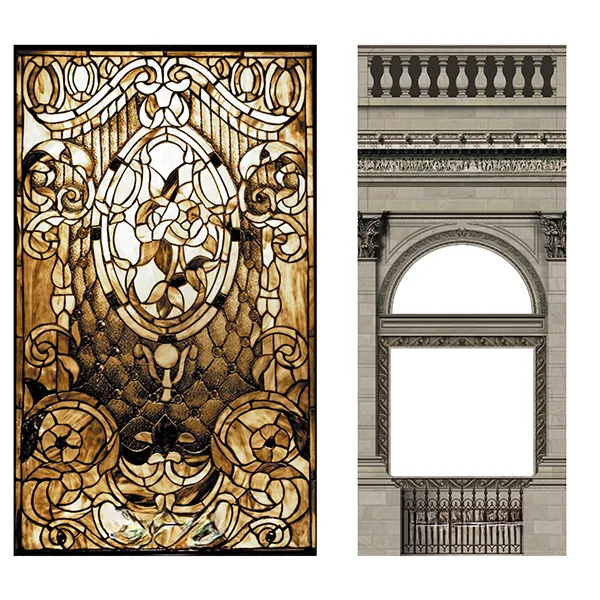





Самые продаваемые продукты
Самые продаваемые продукты-
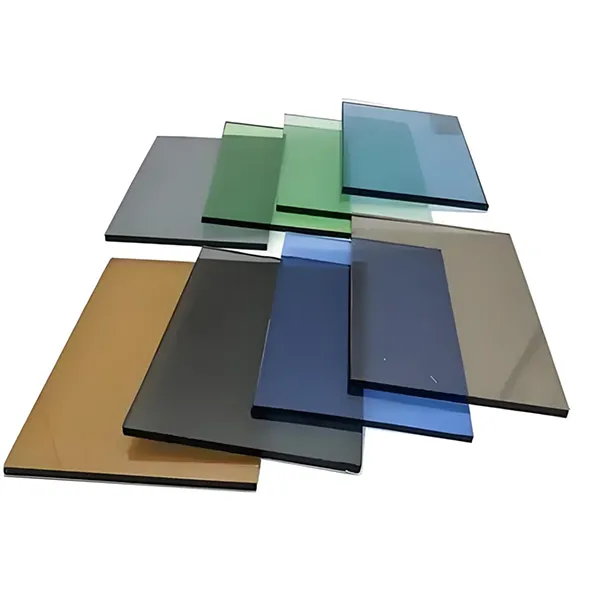 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Зеркала
Зеркала -
 Плоское закаленное стекло
Плоское закаленное стекло -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
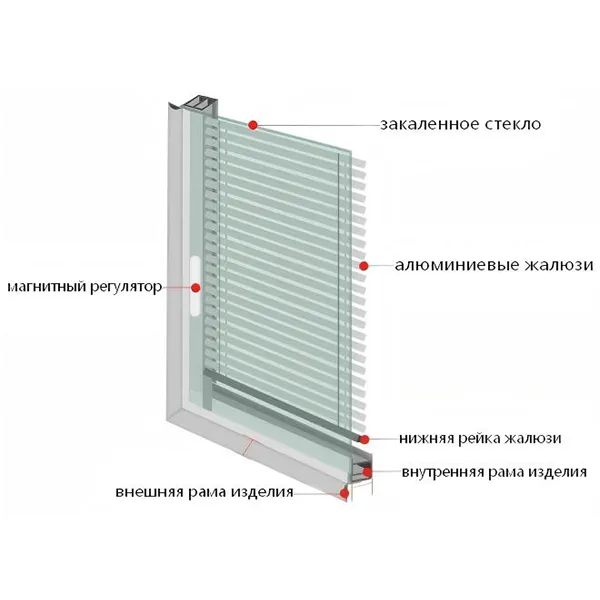 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Стекло с шелкографией
Стекло с шелкографией -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Тисненое стекло
Тисненое стекло -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками



