

флоат стекло листовое м1
Когда заказчик запрашивает ?флоат стекло листовое м1?, часто подразумевается идеальный, первосортный продукт без изъянов. Но на практике, особенно при работе с крупными партиями, понимание этой маркировки может разниться. Многие думают, что М1 — это абсолютный эталон, но в реальности даже в пределах высшего сорта есть нюансы, которые видишь только при личном осмотре паллеты или при резке на станке. Скажем так, стандарт ГОСТ 111-2018 ?Стекло листовое? задает рамки, но внутри категории М1 (первый сорт) допускаются минимальные, едва уловимые дефекты, которые для ответственных проектов — фасадов, витрин высокого класса — уже могут быть критичны. Именно здесь и начинается работа профессионала: не просто продать ?м1?, а отобрать, предупредить, иногда даже отговорить, если задача требует иного подхода.
Разбираемся в сути: от технологии к сорту
Само производство флоат-стекла — это уже гарантия хорошей плоскости и оптических свойств. Расплавленное стекло растекается по расплаву олова, получается идеально гладкое. Но путь от ленты на выходе из печи до упакованного листа на складе — это череда этапов, где может появиться тот самый условный дефект. Например, микроскопические царапины от роликов транспортера или едва заметные на просвет ?пятна? — неоднородности в толще. Они и определяют, попадет ли этот конкретный лист в категорию флоат стекло листовое м1 или его отправят в М2.
Вот тут и важна репутация завода. Брал как-то партию у одного из крупных игроков, вроде ООО Минда Стекло (Чэнду), что входит в Группу Хэбэй Хайшэн. Заметил, что у них довольно стабильный выход именно первого сорта по оптическим искажениям. Видимо, жестко контролируют процесс охлаждения (зону отжига) и состояние оборудования. На их сайте, unitexglass.ru, кстати, подробно описаны мощности по глубокой переработке, что логично: для дальнейшего ламинирования или закалки нужна именно качественная, предсказуемая ?заготовка?. Если исходное стекло с дефектами, то после термички или склейки они только усилятся.
Но даже у таких заводов бывают ?плавающие? периоды. Связано это может быть с плановой заменой огнеупоров в печи или сырьем. Поэтому наш принцип — никогда не принимать ?м1? как данность. Всегда выборочная проверка, особенно из середины пачки. Иногда визуально лист безупречен, но при резке лобовухой на солнце видишь едва заметную волну. Для мебельной вставки сойдет, а для панорамного остекления — уже риск.
Практические ловушки и как их обходить
Самый частый промах — неверная логистика и хранение. Допустим, получил ты идеальное флоат стекло листовое сорта М1. Разгрузил его вертикально, без прокладок, или сложил в сыром помещении. Через неделю листы могут ?присосаться? друг к другу (эффект интерференции), а при разделении появятся микротрещины или сколы по кромке. И всё, сортировка насмарку. Учились на своих ошибках: теперь только сухие склады, строго горизонтальное хранение на деревянных поддонах с уголками, и никогда не ставим паллеты друг на друга выше, чем рекомендует производитель.
Еще один момент — резка. Казалось бы, что тут сложного? Но если резак тупой или давление ролика неправильное, на нижней плоскости листа появляются микросколы (так называемая ?бахрома?). При дальнейшей обработке, кромке или полировке, это может привести к полноценной трещине. Особенно капризны большие форматы, толщиной 4-6 мм. Для них и стол должен быть идеально чистым, и мастер — с наметанным глазом. Помню случай, когда из-за почти невидимой песчинки под листом пошла трещина на полтора метра, и целая пачка листовое м1 ушла в брак. Дорогой урок.
И конечно, человеческий фактор. Сортировщики на линии устают, могут пропустить дефект. Поэтому мы всегда договариваемся о возможности отбраковки на своем объекте. Лучше сразу заложить в контракт пару лишних процентов на возможные потери при приемке, чем потом спорить и терять время.
Глубокая переработка: где М1 становится необходимостью
Вот здесь маркировка М1 перестает быть формальностью. Возьмем производство триплекса. Если в исходном стекле есть пузырьки, свиль или вкрапления, то после автоклава они станут еще заметнее. А если идет речь о цветном или тонированном в массе стекле, то неоднородность будет бросаться в глаза пятнами. Для таких задач мы работаем только с проверенными поставщиками, которые могут гарантировать стабильность. Предприятие ООО Минда Стекло (Чэнду), как производитель с полным циклом, здесь часто оказывается на хорошем счету, потому что может отбраковать листы еще на этапе производства зеркал или стекла с покрытиями, где требования к субстрату максимальны.
Закалка — еще более требовательный процесс. Скрытая внутренняя напряженность или микротрещина в исходном листе может привести к самопроизвольному разрушению уже в готовом изделии. Поэтому перед закалкой мы обязательно проводим контроль под полярископом, особенно для ответственных объектов. Исходное флоат стекло должно быть не просто М1 по ГОСТу, а визуально чистым под всеми углами.
Интересный кейс был с фасадным остеклением. Архитектор хотел идеально монохромный, ?невидимый? фасад. Использовали сверхпрозрачное низжелезистое стекло (его иногда тоже условно называют в кругах ?м1?, хотя это отдельный продукт). Но даже здесь нашли нюанс: при определенном угле падения солнца проявлялась едва заметная продольная полоса — след от ролика в зоне отжига. Производитель признал это допустимым в рамках стандарта, но для проекта это было неприемлемо. Пришлось искать другую партию, более тщательно отобранную. Вывод: для премиальных задач ?стандартного М1? может не хватить, нужен индивидуальный отбор или спецпродукт.
Экономика сорта: когда можно сэкономить, а когда — нет
Многие застройщики, особенно в бюджетном сегменте, просят ?м1?, но по факту готовы брать М2, лишь бы визуально было неплохо. И здесь нужно честно говорить о различиях. М2 может иметь более заметные оптические искажения (дисторсию), мелкие царапины, точки. Для остекления балконов или неответственных перегородок в подсобных помещениях — вполне вариант. Но если это окна на солнечной стороне, искажения будут раздражать глаза. Экономия в 10-15% может обернуться потоком рекламаций.
С другой стороны, есть проекты, где переплачивать за ?абсолютное? М1 бессмысленно. Например, при дальнейшем нанесении непрозрачной эмали или пескоструйного рисунка, который полностью закроет поверхность. Главное здесь — геометрия листа и отсутствие внутренних пузырей, которые могут лопнуть при термообработке. То есть, ключевые параметры — другие.
Работая с такими компаниями, как ООО Минда Стекло (Чэнду), важно сразу обсуждать не абстрактную маркировку, а конкретные требования проекта. Их профиль — крупное производство и глубокая переработка — говорит о том, что они могут предложить разные решения под задачу, а не просто продать стандартный лист. Иногда правильнее взять их продукт для переработки (скажем, закаленное стекло), где они дают гарантию на конечное изделие, чем мучиться с отбором ?идеального? сырья самостоятельно.
Взгляд в будущее: что меняется в понимании качества
Раньше все упиралось в ГОСТ и визуальный осмотр. Сейчас все чаще заказчики, особенно западные, запрашивают протоколы внутреннего контроля завода с данными лазерного сканирования поверхности. Тренд на объективные данные, а не на субъективное ?на глаз?. Это правильно, но и здесь есть подводные камни. Прибор может показать идеальную плоскостность, но не уловить цветовую разницу между разными партиями, что критично для фасада из нескольких сотен листов.
Ожидаю, что в ближайшие годы само понятие флоат стекло листовое м1 может быть дополнено или вытеснено более детальными спецификациями: не просто ?первый сорт?, а, например, ?класс АА по оптическим искажениям? или ?категория 1 по чистоте поверхности?. Это упростит жизнь всем. Производителям вроде ООО Минда Стекло (Чэнду) это даст возможность четче сегментировать продукт, а нам, переработчикам и монтажникам, — точнее попадать в требования проекта без лишних проверок и споров.
Пока же работа остается рутинной и основанной на опыте. Приезжаешь на склад, идешь вдоль стеллажей, ловишь отблеск света на ребре листа, проводишь ладонью по поверхности. Компьютеры компьютерами, а доверяешь все равно глазам и рукам. И в этом, наверное, и есть главная разница между просто материалом под маркировкой М1 и тем стеклом, которое без проблем встанет в твой объект и прослужит десятилетия. Все остальное — просто бумаги.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Зеркала
Зеркала -
 6D-печать на стекле
6D-печать на стекле -
 Low-E стекло
Low-E стекло -
 Многослойное стекло с цветной пленкой
Многослойное стекло с цветной пленкой -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
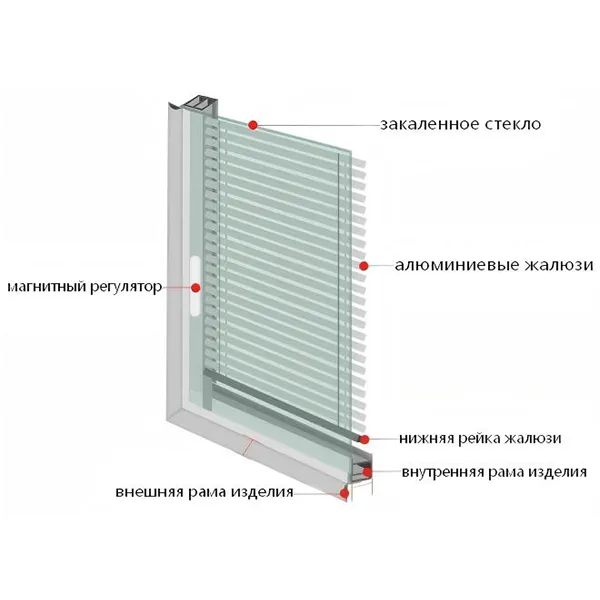 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Плоское закаленное стекло
Плоское закаленное стекло -
 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Матовое стекло
Матовое стекло -
 Стекло с шелкографией
Стекло с шелкографией -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Армированное стекло
Армированное стекло



