

технология закаленного стекла
Когда говорят про технологию закаленного стекла, первое, что приходит в голову большинству заказчиков — это ?безосколочность? и ?безопасность?. Да, это базис, но если копнуть глубже в производственный процесс, понимаешь, что за этими словами стоит целый комплекс физико-химических нюансов, которые и определяют, будет ли стекло действительно надежным или просто формально соответствовать ГОСТу. Частая ошибка — считать, что главное это нагреть до 700 градусов и резко охладить. На деле, малейший сбой в равномерности обдува, не говоря уже о качестве исходного сырья, и вместо равномерно распределенных напряжений получаешь зону потенциального разрушения, которое может проявиться через полгода на фасаде здания. Сам сталкивался с подобными казусами на ранних этапах, когда пытались экономить на подготовке кромки.
Сырье и подготовка: основа, которую часто недооценивают
Все начинается с флоат-стекла. Тут нельзя брать что попало. Например, у ООО Минда Стекло (Чэнду), которое входит в Группу Хэбэй Хайшэн, производство полного цикла — от варки флоат-стекла до глубокой переработки. Это ключевой момент. Когда ты сам контролируешь базовый материал, меньше шансов столкнуться со скрытыми дефектами вроде микроскопических сульфидных включений или неоднородностей толщины. Они потом при закалке могут сработать как центры кристаллизации напряжений.
Резка и обработка кромки перед закалкой — это не просто механическая операция. Если оставить микротрещины на торце, в печи они неизбежно пойдут вглубь. Приходилось видеть, как на объекте крупная панель, казалось бы, прошедшая контроль, лопалаcь ?сама по себе? после монтажа. Причина — недоведенная кромка. Поэтому сейчас всегда настаиваю на тщательной шлифовке, даже если заказчик торопит и пытается срезать бюджет на этом этапе. Экономия в пару рублей за метр потом оборачивается огромными рекламациями.
Мойка — еще один критический пункт. Кажется, что можно просто протереть. Но малейшая пыль или жировой след от рук на поверхности при нагреве в печи вплавляется в стекло, создавая локальное изменение коэффициента теплового расширения. После охлаждения в этом месте возникает точка с аномальным внутренним напряжением. В лучшем случае будет видимый дефект, в худшем — снижение проектной прочности. Мы всегда используем деминерализованную воду и щетки особой конструкции, чтобы не оставлять царапин.
Процесс закалки: где кроются главные сложности
Сердце технологии — печь с роликовым конвейером. Нагрев до 680–720°C должен быть идеально равномерным по всей площади стекла. Если ролики деформированы или загрязнены, стекло прогреется неравномерно. В итоге при обдуве более горячие участки охладятся быстрее, создав неравномерную карту напряжений. Такое стекло может выдержать удар, но разрушится не на мелкие безопасные осколки, а на крупные острые фрагменты. Это уже небезопасно.
А вот сам обдув. Здесь важен не просто мощный поток воздуха, а его турбулентность и распределение по сотням сопел. Давление, угол, расстояние до стекла — все параметры рассчитываются под конкретную толщину и размер листа. Помню случай, когда для нестандартного формата 2300х5000 мм пришлось практически вручную перенастраивать режимы, основываясь на данных пирометров и собственном опыте. Стандартные настройки не подошли — по краям получалась зона недостаточной закалки.
Контроль качества прямо на выходе из печи — это не только проверка на прочность тарированным молотком. Мы используем полярископы для визуализации картины напряжений. Идеальная картина — симметричная, с плавными переходами. Резкие полосы или ?бабочки? — брак. Иногда, если картина напряжений неидеальна, но стекло прошло механические испытания, возникает дилемма: пустить в работу или отправить на переплавку? Решение всегда принимается в пользу переплавки. Репутация дороже.
Практические нюансы и ограничения
После закалки стекло нельзя резать, сверлить или как-либо механически обрабатывать. Любая попытка нарушит сбалансированную систему напряжений, и изделие мгновенно рассыплется. Это нужно четко донести до проектировщиков и монтажников. Все технологические отверстия, вырезы под коммуникации должны быть сделаны до отправки в печь. Чертежи проверяются трижды.
Еще один момент — так называемое ?спонтанное разрушение?. Редкое, но крайне неприятное явление, когда закаленное стекло разбивается без видимой причины через месяцы после установки. Чаще всего виной тому никельсульфидные включения (NiS), которые могут присутствовать в исходном шихте. При закалке они переходят в метастабильную фазу и со временем, при изменении температуры, расширяются, вызывая разрушение. Современные производители, такие как ООО Минда Стекло (Чэнду), проводят так называемую ?тепловую выдержку? (HST — heat soak test) для критичных объектов. Стекло выдерживается в специальной печи при ~290°C, чтобы спровоцировать разрушение потенциально дефектных листов до отгрузки. Процедура удорожает продукт, но для фасадов небоскребов или стеклянных ограждений она обязательна.
Толщина и степень закалки. Не всегда нужно гнаться за максимальной прочностью. Для внутренней перегородки достаточно класса закалки 1 (по EN 12150), в то время как для ветрового стекла торгового центра или балконного ограждения нужен уже класс 2 или 3, с более высокими остаточными напряжениями. Это тоже вопрос грамотного техзадания.
Области применения и ошибки проектирования
Основные сферы — это, конечно, фасады, двери, душевые кабины, мебельные столешницы и ограждения. Но здесь часто возникает переоценка возможностей материала. Закаленное стекло прочное на изгиб и удар, но оно не ?неубиваемое?. Точечная нагрузка от, например, металлического уголка крепления, приложенная к краю листа, может его разрушить. Поэтому в узлах крепления всегда должны быть использованы мягкие прокладки, а нагрузки должны распределяться по площади.
Работал над проектом стеклянного козырька. Архитектор хотел минимум опор и максимально ?парящий? вид. Расчеты показали, что при ветровой нагрузке прогиб будет значительным. Если использовать обычное закаленное стекло, при колебаниях возникнут проблемы. Решением стало триплекс из двух закаленных стекол со специальной пленкой, который обладает большей жесткостью и, что важно, останется в раме даже если одно из стекол разрушится. Это к вопросу о том, что технология закаленного стекла часто работает в связке с другими.
Еще один практический совет касается маркировки. На каждом листе после закалки лазером наносится маркировка с данными о производителе, стандарте, толщине и дате. Это не просто формальность. При возникновении претензий или необходимости замены через годы можно точно идентифицировать партию и параметры. На сайте unitexglass.ru можно найти детальные спецификации и рекомендации по монтажу для своей продукции, что очень облегчает диалог между производителем, подрядчиком и заказчиком.
Взгляд в будущее и итоговые соображения
Сейчас все больше говорят об интеллектуальном управлении процессами закалки, с датчиками и системами обратной связи в реальном времени. Это, безусловно, повысит стабильность. Но моя практика подсказывает, что никакая автоматика не заменит опыт технолога, который по оттенку свечения стекла в печи или по звуку обдува может определить, что что-то пошло не так. Это ремесло, помноженное на науку.
Основной вывод, который я сделал за годы работы: технология закаленного стекла — это не волшебная черная коробка, куда загрузил стекло и получил ?безопасное?. Это цепочка взаимосвязанных, критически важных этапов, от качества сырья (флоат-стекла) до финального контроля. Пропустишь или упростишь один — получишь компромисс в надежности.
Поэтому при выборе поставщика я всегда смотрю не только на сертификаты, но и на масштаб производства и степень вертикальной интеграции. Когда компания, как ООО Минда Стекло (Чэнду), сама производит базовое стекло и имеет мощные линии глубокой переработки, это говорит о серьезном контроле над всей цепочкой создания стоимости и, как следствие, над качеством конечного продукта. В нашем деле это, пожалуй, один из самых надежных индикаторов.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 6D-печать на стекле
6D-печать на стекле -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Стекло с шелкографией
Стекло с шелкографией -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Соборное стекло
Соборное стекло -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
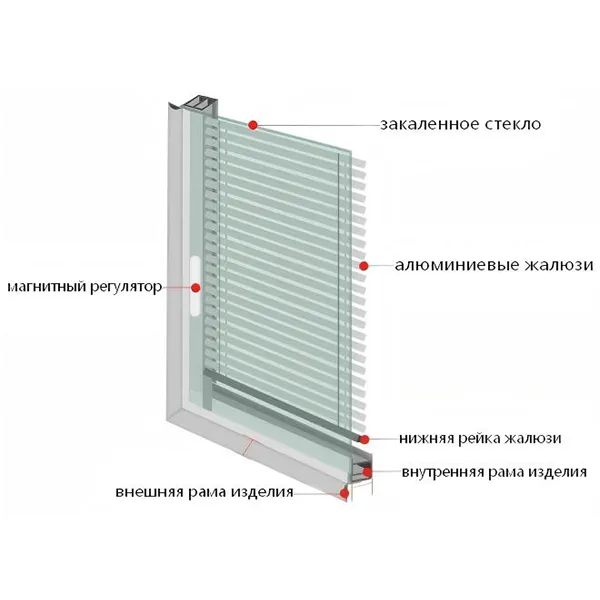 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками -
 Армированное стекло
Армированное стекло



