

стекло многослойное производство
Когда говорят ?стекло многослойное?, многие сразу представляют себе два стекла и плёнку между ними. И вроде бы всё просто. Но на практике, особенно в крупносерийном производстве, эта ?простота? оборачивается сотней нюансов, от которых зависит, будет ли готовый пакет просто лежать на складе или десятилетиями работать в фасаде небоскрёба. Самый частый промах — считать, что главное это само стекло. Нет, главное — это многослойное соединение как единая функциональная система, где межслойная плёнка или смола — не клей, а полноценный конструкционный элемент. У нас в цеху это понимание пришло не сразу, были и брак, и возвраты, пока не перестроили весь технологический цикл под эту идею.
От сырья до пресса: где кроются неочевидные риски
Всё начинается, конечно, с флоат-стекла. Мы, как часть Хэбэй Хайшэн, используем собственное сырьё, что даёт контроль с самого начала. Но вот что важно: для многослойного стекла геометрия и качество кромки критичны больше, чем для обычного закалённого. Малейший перекос в несколько десятых миллиметра на большой длине — и в ламинационном прессе возникнет неравномерное давление. Результат — неполная полимеризация по краям, пузыри, которые могут проявиться через полгода. Раньше думали, что это проблема плёнки, а оказалось — подготовительный участок недосмотрел.
Контроль микроклимата в цехе — это не про комфорт рабочих, а про технологию. Поливинилбутиральная (ПВБ) плёнка гигроскопична. Если в зоне хранения и резки влажность выше нормы, плёнка вбирает влагу. Потом в прессе при нагреве эта влага превращается в пар — и получаются те самые микроскопические пузырьки в толще. Пришлось выделять отдельную климатизированную зону под рулоны, с постоянным мониторингом. Казалось бы, мелочь, но без неё стабильного качества не добиться.
Резка и мойка. Здесь классическая ошибка — экономия на дистиллированной воде на моечной машине. Соли и примеси из обычной воды создают на поверхности стекла невидимую плёнку, которая ухудшает адгезию. Плёнка ПВБ держится, но запас прочности на отрыв падает. Проверяли на испытаниях: образцы, вымытые на идеальной воде, показывали результаты на 15-20% лучше по адгезии после ускоренного старения. Поэтому теперь строжайший контроль за системой очистки воды — пункт в техпроцессе под личную подпись мастера смены.
Ламинация: не просто прогреть и продавить
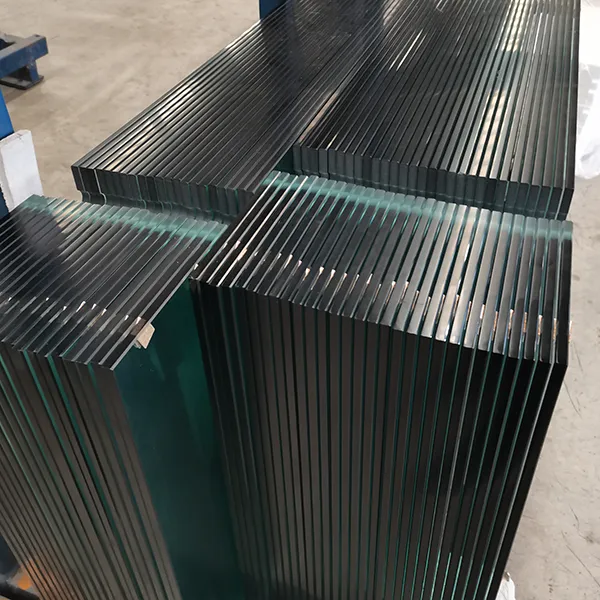
Сердце производства многослойного стекла — это, конечно, автоклав или вакуумный пресс. Мы работаем на обоих типах, для разных задач. Автоклав даёт эталонное качество для крупных форматов и архитектурных задач, но он энергозатратен и цикл длиннее. Вакуумные прессы быстрее, но с ними нужно тонко играть параметрами, особенно для триплексов с толстыми стеклами или встроенными сенсорами.
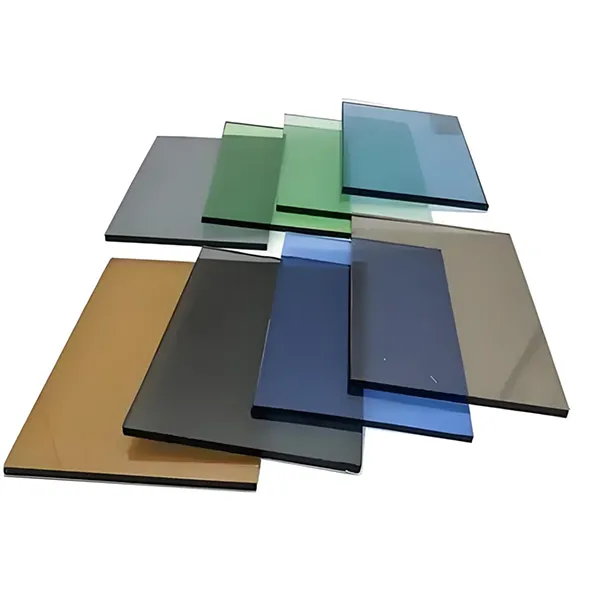
Кривая нагрева и давления — это священное знание. Её нельзя взять из инструкции к оборудованию и применять для всех продуктов. Для пакета с тонированным в массе стеклом и для пакета с низкоэмиссионным покрытием (типа i-стекла от нашего производства) кривые будут разными. Покрытие чувствительно к перегреву, может потускнеть. Приходилось методом проб, а иногда и ошибок, выводить оптимальные режимы. Была партия для одного объекта, где мы использовали новое для нас покрытие — перегрели на 5 градусов, и заказчик вернул всё из-за изменения оттенка. Урок дорогой, но полезный.
Контроль вакуума перед началом цикла — ещё один критический пункт. Если в вакуумном мешке остаётся воздух, он под давлением уходит на периферию, создавая зону с плохой адгезией. Мы внедрили обязательную проверку датчиком остаточного давления на нескольких точках мешка. Оператор тратит лишние три минуты, но страхует всю партию от скрытого брака.
Сложные случаи и нестандартные задачи
Стандартный триплекс — это база. Но рынок всё чаще требует сложных решений. Например, многослойное стекло с встроенными солнечными батареями или LED-элементами. Здесь проблема даже не в самой ламинации, а в подготовке ?начинки?. Электронные компоненты критичны к температуре и давлению. Пришлось совместно с инженерами-электронщиками разрабатывать буферные прокладки и особые режимы, когда полимеризация идёт при более низкой температуре, но дольше по времени. Экономически невыгодно, но для выполнения контракта — необходимо.
Ещё один момент — комбинации со структурным остеклением. Когда триплекс работает как балка, требования к адгезии выходят на первый план. Стандартные тесты на отрыв уже недостаточны. Мы для таких проектов обязательно делаем натурные испытания образцов на долговечность в камере соляного тумана и УФ-излучения. Бывало, что плёнка от проверенного поставщика не проходила такой жёсткий тест, и её приходилось менять на специализированную, структурную. Это тянет за собой пересмотр всей цепочки, но деваться некуда — безопасность важнее.
Работа с заказчиками типа ООО Минда Стекло (Чэнду), которое является крупным центром глубокой переработки в составе группы, как раз и подталкивает к решению таких нестандартных задач. Их портфель заказов часто включает сложные фасадные и интерьерные решения, где требуется не просто продукт, а техническое сопровождение. Обмен опытом с их инженерами, который часто происходит в процессе обсуждения техзаданий на сайте unitexglass.ru, помогает увидеть свои же процессы со стороны и найти точки роста.
Контроль качества: увидеть невидимое
Приёмка готового многослойного стекла — это не только посмотреть на свет и не увидеть пузырей. У нас стоит установка для проверки на расслоение ультразвуком. Она ?просвечивает? весь пакет и строит карту адгезии. Бывает, визуально всё идеально, а прибор показывает локальную зону с ослабленным сцеплением. Такой пакет в строительстве может со временем ?поплыть?. Отбраковывать жалко, но необходимо.
Обязательный этап — испытание образцов-спутников. С каждой партии, а для ответственных заказов с каждой паллеты, мы ламинируем небольшой образец-спутник из тех же материалов. Его отправляем на механические испытания: на удар, на изгиб, на отрыв. Только получив положительные протоколы по спутникам, отгружаем основную партию. Это страховка и для нас, и для клиента.
И конечно, визуальный контроль при особом освещении. Лампы расположены под острым углом, чтобы ловить малейшие царапины, вкрапления, неравномерность плёнки. Это рутина, но от внимательности оператора на этом посту зависит репутация. Помню, как раз благодаря такому контролю поймали микроскопические частицы силикона, попавшие на стекло от нового уплотнителя на конвейере мойки. Заменили уплотнитель — устранили риск для сотен квадратных метров продукции.
Вместо заключения: мысль вдогонку
Так что, возвращаясь к началу. Производство многослойного стекла — это дисциплина. Дисциплина на каждом квадратном метре цеха, в каждом действии оператора, в каждом параметре на панели управления автоклавом. Это не магия, а кропотливая работа с деталями, где незначительная, на первый взгляд, мелочь может привести к системному браку. Опыт, в том числе негативный, как тот случай с перегревом покрытия, — самый ценный актив. Он не пишется в стандартных технологических картах, он накапливается в бригаде. И когда приходит запрос на что-то новое, например, через сайт unitexglass.ru, где представлены возможности нашей группы, именно этот багаж позволяет не растеряться, а сказать: ?Да, мы уже сталкивались с чем-то подобным, давайте обсудим, как это сделать надёжно?. В этом, наверное, и есть суть настоящего, а не бумажного, производства.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Армированное стекло
Армированное стекло -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками -
 Многослойное стекло с цветной пленкой
Многослойное стекло с цветной пленкой -
 Плоское закаленное стекло
Плоское закаленное стекло -
 Тисненое стекло
Тисненое стекло -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 Соборное стекло
Соборное стекло
Связанный поиск
Связанный поиск- межкомнатная дверь из закаленного стекла 600 2000
- стекло с самоочищающимся покрытием
- Глубокая обработка стекла
- Художественное стекло с низкотемпературной объёмной печатью
- Художественное стекло для приватных помещений
- закаленное стекло см4
- угловые стеклянные полки в комнату
- стеклянные стекла для полок
- комод стеклянные полки
- обработка закаленного стекла



