

производство закаленного стекла
Когда говорят про производство закаленного стекла, многие сразу представляют себе огромные печи и автоматические линии. Это, конечно, основа, но настоящая история начинается в деталях, которые в брошюрах не пишут. Самый частый миф — что главное это нагреть и резко охладить. На деле, если сырье, тот же флоат-стекло, изначально имеет скрытые дефекты или не ту химическую стойкость, закалка только выявит проблему, причем уже на готовом изделии. Вот об этом и хочется порассуждать, опираясь на то, что видел и с чем работал.
Откуда берется стекло и почему это решает все
Много лет назад мы начинали с простого — покупали листовое стекло у разных поставщиков и гнали его в печь. Результат был непредсказуемым: партия вроде бы прошла, а следующая — трещины по граням или ?бабочки? внутри после закалки. Потом пришло понимание: нельзя рассматривать производство закаленного стекла как изолированный процесс. Это цепь, и первое звено — качество исходного полотна. Именно тогда мы обратили внимание на крупных производителей флоат-стекла с полным циклом, таких как ООО Минда Стекло (Чэнду). Их сайт, https://www.unitexglass.ru, четко показывает их позицию: они не просто продавцы, а часть промышленной группы Хэбэй Хайшэн, что означает контроль от песка до готового листа. Для нас это стало ключевым моментом: когда поставщик сам занимается глубокой переработкой, он лучше понимает, какое стекло пойдет на закалку, а какое — нет.
Конкретный пример: для фасадных панелей нужна не просто прочность, а стабильность оптических свойств и отсутствие волны. Если флоат-стекло на выходе с линии имеет минимальные внутренние напряжения (а это зависит от технологии охлаждения на этапе производства флоата), то и наш процесс закалки проходит ровнее. Мы пробовали работать с более дешевым сырьем — в итоге увеличился процент брака из-за спонтанного разрушения уже после обработки. Пришлось вернуться к проверенным каналам. ООО Минда Стекло (Чэнду), как предприятие с полным циклом, здесь выигрывает — они могут отбраковать неподходящее стекло еще на этапе своей глубокой переработки, не отправляя его дальше по цепочке.
Еще один нюанс — химический состав. Для закалки, особенно если потом планируется печать или ламинация, важно, чтобы поверхность не имела микроскопических выступов солей, так называемого ?выпота?. Это часто следствие неправильного отжига на этапе производства базового флоат-стекла. Когда поставщик контролирует весь процесс, риски таких дефектов ниже. Это не реклама, а практическое наблюдение: стабильность входного материала экономит нервы и ресурсы в нашем цеху.
Печь: не просто температура, а управление атмосферой
Допустим, стекло хорошее. Дальше — печь. Все думают, что параметры тут только температура и время. Но один из самых критичных моментов — атмосфера в печи. Если там есть перепады или локальные завихрения горячего воздуха, стекло прогреется неравномерно. А потом, при обдуве, эти невидимые глазу зоны с разной температурой дадут разные напряжения. Результат — стекло может не пройти тест на прочность или, что хуже, лопнуть уже при монтаже.
У нас был случай, когда для крупного заказа на остекление балконов делали партию закаленных панелей. Вроде бы все по ГОСТу, ударный тест прошли. Но на объекте несколько панелей дали трещину просто от перепада температуры на солнце. Стали разбираться. Оказалось, в тот день в цеху была повышенная влажность, и система подпитки воздуха в печь не скорректировала параметры. Стекло, особенно больших форматов, очень чувствительно к малейшим изменениям. Пришлось дорабатывать систему подготовки воздуха — это та деталь, о которой в теории мало пишут, но на практике она решает.
Сейчас мы уделяем огромное внимание не только калибровке термопар, но и мониторингу воздуха вокруг конвейера. Иногда проще замедлить линию, чем гнать план и получить скрытый брак. Это тот самый ?профессиональный след? в работе — постоянный анализ неочевидных факторов.
Охлаждение: где рождается напряжение (в хорошем смысле)
Этап закалки, собственно, — это обдув. Здесь тоже полно тонкостей. Расстояние от сопел до стекла, угол подачи воздуха, его равномерность по всей площади. Если для стекла толщиной 4 мм и 12 мм использовать один и тот же режим — жди проблем. Более толстое стекло нужно охлаждать интенсивнее, но при этом так, чтобы поверхность и середина остывали с правильной разницей. Именно это создает те самые напряжения сжатия на поверхности и растяжения внутри, которые и дают прочность.
Частая ошибка новичков — гнаться за скоростью, увеличивая давление воздуха. Да, стекло остынет быстрее. Но если охлаждение будет слишком резким, возникнут микротрещины. Они могут быть не видны сразу, но стекло станет хрупким к точечным ударам. Мы на своем опыте вывели эмпирические правила для разных форматов и толщин, которые не всегда совпадают с инструкцией к оборудованию. Иногда полезно даже немного ?недодуть?, особенно для стекол со сложной формой или вырезами.
И еще про вырезы и отверстия. Край отверстия — это концентратор напряжения. При охлаждении воздушный поток вокруг него ведет себя иначе. Раньше мы сталкивались с тем, что трещина начиналась именно от края отверстия. Решение — предварительный, более плавный прогрев зоны вокруг выреза и корректировка расположения сопел в этой зоне. Такие вещи не прописаны в стандартах, это чистая практика.
Контроль: не только разрушающий тест
Обязательный этап — проверка на полярископе. Это показывает картину напряжений. Идеально равномерная ?сетка? — редкость. Чаще видны некоторые аномалии. Вопрос в том, являются ли они критичными. Например, легкая асимметрия у края для стекла, которое будет закреплено по периметру в фасаде, — допустима. А вот такое же искажение в центре стеклянной столешницы — уже брак.
Мы однажды отгрузили партию стекол для перегородок, которые прошли все разрушающие тесты (удар шаром). Но на объекте при монтаже несколько листов звенели и вибрировали от шагов. Полярископ показал неоднородную зону напряжений в верхней трети. Физической прочности хватало, но акустический комфорт был нарушен. Пришлось забирать. С тех пор мы добавили в протокол проверки и субъективную оценку — ?звучание? стекла при легком постукивании. Опытный мастер на слух определит неоднородность.
Именно поэтому глубокая переработка у поставщика сырья так важна. Если компания, как ООО Минда Стекло (Чэнду), сама производит и обрабатывает стекло, она, скорее всего, имеет свои строгие протоколы контроля на выходе флоат-линии. А значит, нам, переработчикам, приходит материал с более предсказуемыми свойствами, что упрощает наш собственный контроль качества после закалки.
Куда это все идет: специфика заказов и ?подводные камни?
Вся теория и практика производства закаленного стекла упирается в конечный продукт. Требования к стеклу для духового шкафа, фасадной кассеты и душевой кабины — разные, хотя процесс в основе один. Для мебели, например, важна идеальная плоскостность после закалки, а для строительства — точность геометрических размеров и стойкость к ветровой нагрузке.
Был у нас заказ на крупные стекла для офисных перегородок. Стекло 10 мм, матовое травление с одной стороны. Казалось бы, стандартная задача. Но после закалки травленый рисунок слегка исказился, появился эффект ?муара?. Причина — матовая поверхность по-разному поглощает тепло, прогрев был неравномерным. Пришлось экспериментировать с температурными зонами в печи и скоростью движения конвейера именно для такого типа обработки. Это к вопросу о том, что каждый нестандартный элемент — это новый вызов.
Именно в таких сложных заказах становится видна ценность надежной цепочки поставок. Когда ты знаешь, что база — это флоат-стекло от производителя типа ООО Минда Стекло (Чэнду), который сам занимается сложной обработкой, ты можешь хотя бы исключить из уравнения риски, связанные с первичным качеством полотна. Остается сосредоточиться на тонкостях своего процесса. А их, поверьте, в производстве закаленного стекла всегда хватает. Это не та работа, где можно один раз настроить линию и забыть. Это постоянная адаптация, наблюдение и принятие решений на основе того, что видишь здесь и сейчас в цеху.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками -
 Многослойное стекло с цветной пленкой
Многослойное стекло с цветной пленкой -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
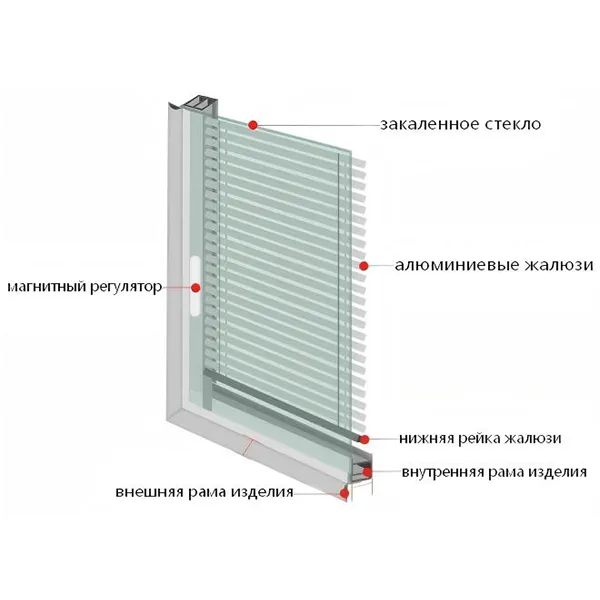 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Low-E стекло
Low-E стекло -
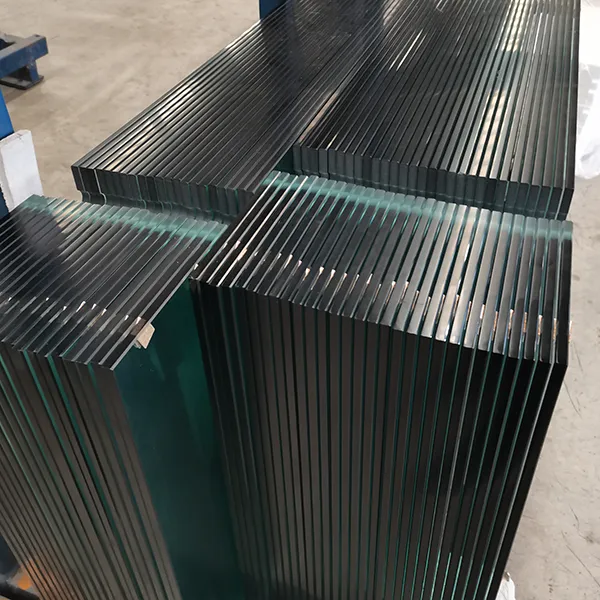 Плоское закаленное стекло
Плоское закаленное стекло -
 6D-печать на стекле
6D-печать на стекле -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 Матовое стекло
Матовое стекло



