

Производство глубокой обработки стекла
Когда говорят о глубокой переработке стекла, многие сразу представляют себе просто резку флоат-листа на размеры и обработку кромки. Но это лишь верхушка айсберга. Настоящее производство глубокой обработки стекла — это целый комплекс технологических операций, которые превращают базовый материал в функциональный и часто высокотехнологичный продукт. Именно здесь и кроется основная добавленная стоимость. Взять, к примеру, наше предприятие — ООО Минда Стекло (Чэнду). Мы входим в Группу Хэбэй Хайшэн, и наш сайт unitexglass.ru отражает лишь часть портфеля. Суть в том, что имея собственное производство флоат-стекла, мы можем контролировать качество сырья с самого начала, что критически важно для сложной последующей обработки. Без этого любая попытка сделать, скажем, надежный триплекс или качественное моллированное стекло обречена на брак или постоянные проблемы с согласованностью слоев.
От сырья к полуфабрикату: где начинается глубокий передел
Исходник — это всё. Можно купить флоат-стекло на стороне, но тогда ты заложник чужих допусков по толщине, оптическим искажениям и, что самое коварное, микротрещинам на кромках, которые проявляются только после закалки. Мы, имея свою линию, можем ?заказывать? стекло под конкретный сложный проект. Допустим, нужен большой гнутый фасадный элемент. Для моллирования требуется особая, более чистая и однородная структура, без свилей. Если пустить в дело стандартный лист, не предназначенный для глубокого изгиба, в печи он либо лопнет, либо получится с внутренними напряжениями, которые аукнутся через год-два.
Первый этап глубокой обработки — это часто даже не механическая резка, а подготовительная логистика. Стекло должно отлежаться, прийти к температурному балансу с цехом. Резка на ЧПУ — казалось бы, рутина. Но вот нюанс: для последующего закаливания или ламинирования контур реза должен быть абсолютно чистым, без сколов. Любой микроскол — точка концентрации напряжения. Мы через это прошли на ранних этапах: экономили на алмазных дисках, резали чуть дольше, получали якобы нормальные кромки. А потом в печи закалки стекло билось с треском именно по линии этих невидимых глазу повреждений. Убытки на электроэнергии и сырье были значительными. Теперь инструмент — святое.
После резки идет обработка кромки. Здесь тоже дилетантский подход: просто скруглить, чтобы не резался. На деле тип кромки (плоская, карандашная, овальная, фацет) и качество ее полировки определяют не только эстетику, но и прочность края, особенно для толстого стекла в конструкциях без обрамления. Для фацета, например, угол и ширина грани должны быть выдержаны с ювелирной точностью, иначе при склейке триплекса или установке в паз будет засвет или неплотное прилегание.
Сердце передела: термические и ламинационные процессы
Закалка — это магия, превращающая хрупкий материал в безопасный. Но магия с жесткими правилами. Температура нагрева, время выдержки, скорость и равномерность обдува — всё параметры. И они разные для стекла разной толщины, размера и даже цвета (тонированное в массе нагревается иначе). Ошибка в настройке печи — и ты получаест партию стекла с ?веерными? трещинами внутри или с недостаточной прочностью. Был у нас заказ на закаленные полотна для душевых кабин нестандартной длины. Первая партия пошла в брак: при сверлении отверстий под фурнитуру (а это делается ДО закалки, разумеется) стекло лопалось в печи. Причина — расположение отверстий слишком близко к краю для данной толщины и контура. Пришлось пересчитывать техкарту, делать тестовые образцы. Клиент ждал, сроки горели. Это типичная головная боль производства глубокой обработки стекла, о которой в рекламных буклетах не пишут.
Ламинирование (триплекс) — это уже сборка. Склейка двух или более листов с помощью PVB или EVA-пленки под давлением и температурой. Казалось бы, проще. Ан нет. Пыль — главный враг. Микрочастица между стеклом и пленкой дает пузырь, брак. Поэтому ламинационный цех — это зона с чистовым климат-контролем. Важен и подбор пленки: акустическая, бронирующая, цветная. Для архитектурных объектов, например, часто нужна пленка с УФ-фильтром, чтобы защитить интерьер. Мы на unitexglass.ru позиционируем эти возможности, но за каждой строчкой там — опыт подобных неудач и их преодоления.
Моллирование (гибка) — высший пилотаж. Стекло разогревается до температуры пластичности и изгибается по матрице. Проблема в том, что при охлаждении оно должно остывать максимально равномерно, иначе возникают оптические искажения, так называемая ?лодочка? или ?подушка?. Для гнутых стекол в автомобильной промышленности или фасадах это недопустимо. Требуется печь с идеальной терморегуляцией и, опять же, безупречное сырье. Наше преимущество как вертикально интегрированного предприятия в том, что мы можем ?подготовить? стекло для моллирования еще на этапе флоат-процесса, задавая ему нужные химические и физические свойства.
Финишные операции: где кроется индивидуальность
Печать, пескоструйная обработка, нанесение покрытий. Это этапы, которые придают стеклу финальный вид и специфические функции. Керамическая фриттовая печать, например, обжигается в печи и становится частью стекла. Важно точно рассчитать усадку краски при обжиге, чтобы рисунок не поплыл. Пескоструйка — не просто матовый узор. Глубина матирования, градация от прозрачного к глухому — это искусство управления давлением, фракцией абразива и трафаретом.
Нанесение функциональных покрытий — магнетронное напыление, создающее низкоэмиссионные (Low-E) или солнцезащитные свойства. Это уже на стыке с высокими технологиями. Покрытие нежное, его легко повредить при последующем монтаже. Поэтому для архитектурного стекла его часто делают в последнюю очередь, а иногда и на уже готовый стеклопакет, что требует особых линий. У нас такое направление есть, но оно требует отдельного, почти стерильного цеха.
Сборка стеклопакетов — логичный финал для многих продуктов глубокой передела. Здесь важно не свести на нет все предыдущие усилия. Дистанционная рамка, герметик, осушенный воздух или газ-наполнитель (аргон, криптон). Некачественная сборка — и через год стеклопакет потеет, теряет энергоэффективность. Мы это понимаем, поэтому контроль на выходе — многоступенчатый.
Логистика и упаковка: последний рубеж
Можно сделать идеальное стекло и испортить его при отгрузке. Упаковка для глубоко обработанного продукта — отдельная наука. Гнутое стекло, многослойный триплекс большого формата, стекло с чувствительным покрытием — для каждого типа свой каркас, прокладки, способ крепления в контейнере. Ошибка в 2008-м: отгрузили партию крупноформатного закаленного стекла для торгового центра, уложили стандартно. В пути из-за вибрации листы терлись друг о друга кромками. На месте обнаружили сетку микросколов по краям, которые делали монтаж невозможным. Весь груз — в утиль. С тех пор разработали систему сепараторов и мягких кромочных профилей для каждого типоразмера.
Именно комплексность подхода, от контроля сырья на собственном флоат-производстве до продуманной логистики, и позволяет ООО Минда Стекло (Чэнду) реализовывать сложные проекты в области глубокой обработки стекла. Это не просто цепочка операций, а единый технологический цикл, где сбой на любом этапе убивает конечное качество.
В итоге, когда клиент заходит на unitexglass.ru и видит перечень услуг — резка, закалка, триплекс, моллирование, — за каждой строчкой стоит не просто станок, а пласт накопленного, часто горького опыта, тонких настроек и понимания физики материала. Без этого любое производство глубокой обработки стекла остается просто цехом по распилу.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Тисненое стекло
Тисненое стекло -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Стекло с шелкографией
Стекло с шелкографией -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками -
 6D-печать на стекле
6D-печать на стекле -
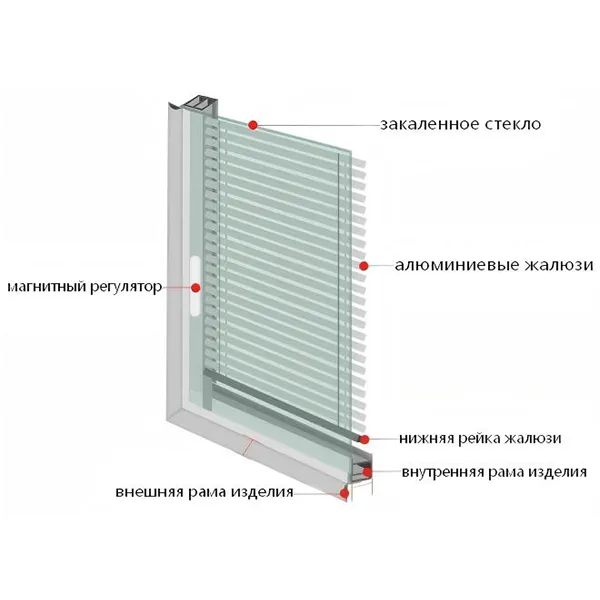 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Зеркала
Зеркала -
 Армированное стекло
Армированное стекло -
 Многослойное стекло с цветной пленкой
Многослойное стекло с цветной пленкой -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты



