

производим стеклопакеты
Когда говорят ?производим стеклопакеты?, многие сразу представляют просто сборку двух стёкол. На деле же, это как минимум половина успеха или провала всего окна. И здесь кроется первый большой разрыв: между тем, что думает заказчик, и тем, что знает производитель. Часто клиенты гонятся за толщиной стекла или шириной дистанционной рамки, совершенно упуская из виду качество самого стекла-основы, от которого всё и зависит. Я много лет работаю в связке с поставщиками сырья, и могу сказать: если начать с плохого флоат-стекла, даже самый навороченный стеклопакет со временем покажет проблемы — будь то микротрещины по кромке или необъяснимые точки внутри. Поэтому наш подход всегда был от обратного: сначала надёжное стекло, потом уже всё остальное.
Сырьё — это не просто ?стекло?, это основа всего
Вот здесь я всегда делаю акцент. Можно купить дешёвый флоат-стёкол где угодно, но для производства стеклопакетов, которые должны простоять десятилетия в нашем климате, нужна стабильность. Мы, например, долго искали партнёра и в итоге остановились на сотрудничестве с ООО Минда Стекло (Чэнду). Почему? Не потому что это крупный завод, входящий в Группу Хэбэй Хайшэн — это как раз вторично. А потому что у них я увидел контроль на этапе флоат-процесса. Толщина, оптические искажения, наличие пузырей — всё это проверяется до того, как стекло уйдёт на дальнейшую обработку. Это критично. Ссылаться на их сайт https://www.unitexglass.ru специально не буду, информация открыта, но суть в другом: когда ты знаешь, что твой поставщик стекла сам его производит и глубоко перерабатывает, это снимает массу головной боли по качеству исходника.
Был у нас печальный опыт лет семь назад. Работали с другим поставщиком, стекло вроде бы хорошее, но партиями. И в одной партии попалось стекло с невидимым на первый взгляд напряжением. После резки и термоупрочнения всё было нормально, но уже через сезон в готовых изделиях пошли спонтанные разрушения — именно от тех самых скрытых напряжений. Клиенты, естественно, были в шоке, мы понесли огромные убытки на заменах. После этого и начали копать глубже в технологическую цепочку. Теперь для нас фраза ?глубокая переработка стекла? из описания ООО Минда Стекло — не пустые слова, а конкретный признак того, что материал прошёл не только базовый контроль, но и дополнительные этапы, снижающие риски для нас, как для сборщиков стеклопакетов.
Что ещё важно в сырье, кроме отсутствия дефектов? Геометрия кромки после резки. Если стекло режется с микросколами, это не всегда видно невооружённым глазом, но для герметичности камеры — смерть. Влага будет потихоньку проникать внутрь, осушитель насытится, и вот тебе — конденсат зимой. Мы пришли к тому, что требуем от поставщиков не просто листы, а листы с обработанной (шлифованной или хотя бы точно резаной) кромкой под конкретные размеры. Это удорожает процесс, но сводит брак на нашей стороне практически к нулю.
Сборка: где кроются главные ошибки ?гаражных? производств
Допустим, стекло идеальное. Самая частая ошибка на этапе сборки — халатное отношение к чистоте. Пыль, волосы, мельчайшие частицы — всё это, попадая на внутреннюю поверхность стекла перед сборкой, остаётся там навсегда. И ладно, если это эстетический дефект, который виден только при определённом свете. Хуже, когда эта пыль оседает на дистанционной рамке, мешая плотному прилеганию бутиловой первичной герметизации. Мы в цехе довели до абсолюта систему очистки сжатым воздухом и специальными щётками из статически рассеивающего материала. Но даже это не панацея. Влажность в помещении должна быть контролируемой, иначе на стекле перед нанесением герметика может выпасть конденсат — и привет, непроклеенный шов.
Второй момент — дистанционная рамка. Все говорят про ?тёплый край?, и это правильно. Но мало кто обращает внимание на качество самой гнутой рамки. Если в углах есть даже микросколы покрытия или деформация, терморазрыв будет неэффективным. Мы перепробовали кучу поставщиков рамок, пока не нашли того, кто делает не просто алюминиевую полосу с покрытием, а именно калиброванную, с идеальной геометрией углового соединения. И да, это тоже часть глубокой переработки, о которой заявляют такие производители, как ООО Минда Стекло. Хотя они и не делают рамки, но их подход к контролю качества на каждом этапе — хороший ориентир для любого смежника.
И третий, самый неочевидный для новичков этап — заправка осушителя в рамку. Его должно быть ровно столько, сколько нужно для поглощения остаточной влаги из камеры и возможной диффузии через герметики со временем. Если насыпать ?на глаз? — можно недосыпать, и влага останется внутри, или пересыпать, и гранулы могут со временем истираться в пыль, которая осядет на стекло. У нас был период, когда мы экономили на автоматической дозировке, делали вручную. Результат — статистический разброс по точке росы в разных партиях. Пришлось вернуться к автоматике. Это дорого, но дешевле, чем переделывать брак или терять репутацию.
Герметизация: не два слоя, а система
Здесь многие думают: первичный герметик (бутил) держит газ, вторичный (полисульфид или силикон) — механику и дополнительную защиту. В целом, да. Но нюансов масса. Бутил должен наноситься тонкой, ровной, непрерывной полосой. Малейший разрыв — и аргон (если он есть) уйдёт за пару лет. Мы перешли на экструдеры с подогревом бутила — так он ложится идеально. А вот со вторичным герметиком сложнее. Его адгезия к стеклу и рамке должна быть абсолютной. Мы проводим выборочные испытания на отрыв — отковыриваем застывший герметик и смотрим, остался ли он на стекле или отошёл целиком. Если отошёл — значит, была проблема с обезжириванием или самим материалом.
Кстати, о газе. Многие заказчики просят аргон для теплосбережения. Но если производство стеклопакетов не отлажено на уровне системы контроля герметичности, аргон бесполезен. Он улетучится. Мы внедрили обязательный контроль на выходе с помощью газоанализаторов выборочно из каждой партии. Да, это замедляет процесс, но даёт гарантию. И знаете, что показательно? Когда работаешь с качественным стеклом, например, от того же ООО Минда Стекло (Чэнду), которое имеет стабильную геометрию и чистую поверхность, адгезия герметиков всегда получается выше. Нет микронеровностей, на которые плохо ложится бутил.
Ещё один практический момент — время между нанесением первичного и вторичного герметика. Нельзя давать бутилу остыть и ?схватиться? полностью, иначе вторичный слой не проникнет в контактную зону как следует. Но и сразу наносить нельзя — можно сместить рамку. Вывели для себя оптимальное окно в 15-20 минут. Это, конечно, требует чёткой организации потока на участке сборки.
Контроль качества: не ?проверили?, а ?понимаем, что ищем?
Стандартный контроль — визуальный осмотр, проверка геометрии, измерение толщины. Это обязательно. Но мы добавили несколько своих этапов. Первый — проверка на ?звенение?. Готовый стеклопакет аккуратно поднимаешь за угол и слегка надавливаешь на центр. Если слышится глухой, ?мягкий? звук — возможно, отслоение герметика или плохой контакт стекла с рамкой. Звонкий, цельный звук — хороший признак. Этому не научишь по ГОСТу, это приходит с опытом после сотен проверенных изделий.
Второе — обязательная выдержка готовых стеклопакетов на складе перед отгрузкой минимум 24 часа при комнатной температуре. За это время могут проявиться скрытые дефекты, например, медленная утечка газа или микротрещина от внутреннего напряжения. Раньше отгружали сразу, бывало, что на объекте уже через день появлялись претензии. Теперь — нет. Это простое правило сэкономило нам кучу нервов и денег на логистике по возвратам.
И третье — архив образцов. Мы из каждой партии сырья (стекла, рамки, герметика) оставляем небольшой образец и изготавливаем из него контрольный стеклопакет-?свидетеля?. Он хранится у нас. Если вдруг через год-два поступает рекламация по конкретной партии окон, мы всегда можем проверить ?свидетеля? на те же параметры. Часто это помогает понять, была ли проблема в нашем производстве стеклопакетов или, например, в неправильном монтаже на объекте.
Вместо заключения: почему ?производим? — это глагол в непрерывном времени
Работа в этой сфере научила меня главному: производим стеклопакеты — это не разовое действие, а постоянный процесс учёта мелочей. Нельзя один раз настроить линию и десятилетия штамповать одно и то же. Меняются материалы, меняются стандарты, меняются климатические условия эксплуатации. То, что работало пять лет назад, сегодня может быть уже неактуально.
Сотрудничество с серьёзными поставщиками, такими как ООО Минда Стекло, которые сами погружены в производство и переработку стекла, задаёт определённую планку. Ты начинаешь смотреть на свой процесс их глазами — с точки зрения контроля каждого этапа. Это не про рекламу их сайта https://www.unitexglass.ru, а про общий подход к делу. Когда твой поставщик не просто продаёт тебе листы стекла, а является частью крупной промышленной группы, как Группа Хэбэй Хайшэн, это дисциплинирует. Ты понимаешь, что работаешь в одной технологической цепочке, и твои ошибки — это и его репутационные риски в конечном счёте.
В итоге, качественный стеклопакет — это не волшебство, а сумма правильных решений: от выбора флоат-стекла с предсказуемыми свойствами до педантичного контроля на последнем этапе упаковки. И каждый раз, когда слышишь ?да мы производим стеклопакеты?, стоит спросить: а что именно стоит за этим ?производим?? Просто сборка из купленных комплектующих или полный цикл контроля, начиная с понимания природы самого материала? Вот в этом, пожалуй, и есть вся разница.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Соборное стекло
Соборное стекло -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 6D-печать на стекле
6D-печать на стекле -
 Зеркала
Зеркала -
 Low-E стекло
Low-E стекло -
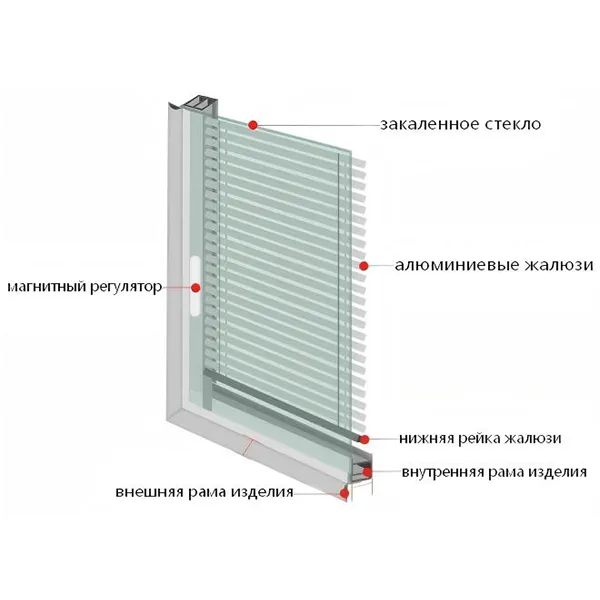 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты
Связанный поиск
Связанный поиск- Перегородки из солнцезащитного стекла
- защитное многослойное стекло по гост 30826
- стандарт стеклопакеты
- закрытая стеклянная полка
- стеклянная полка под заказ
- сетчатое многослойное стекло
- Двери из ламинированного солнцезащитного стекла
- материал панорамных окон
- стеллаж стеклянный для дома с полками
- Многослойные стеклопакеты



