

моллированное закаленное стекло
Вот опять этот термин всплывает. ?Молированное закаленное стекло?. Каждый второй клиент просит, каждый третий поставщик обещает, а на деле — сплошная путаница. Многие думают, что это какой-то особый, ?улучшенный? вид закалки, чуть ли не следующая ступень эволюции после обычного термически упрочненного стекла. И ладно бы дилетанты, так нет — иные ?специалисты? по остеклению эту ерунду тиражируют. Давайте сразу расставим точки над i: отдельной технологии ?молирования? закаленного стекла не существует. Это не процесс, а состояние готового продукта. Речь идет о закаленном стекле, которому после закалки придали определенную, часто сложную, пространственную форму — изогнули, ?согнули? по радиусу. И вот этот-то процесс гибки уже откаленного листа как раз и называется моллированием, или горячим формованием. Путаница, видимо, пошла из-за кальки с английского (tempered curved glass), но у нас в цеху и в проектах говорим именно так: сначала калим, потом гнем. И от этой последовательности зависит всё.
Почему последовательность — это святое
Здесь кроется главный подводный камень и причина большинства неудач у тех, кто пытается сэкономить или недопонял физику процесса. Закалка — это создание в стекле остаточных напряжений сжатия в поверхностных слоях и растяжения — в сердцевине. Стекло становится прочнее в разы, но при этом приобретает важнейшее свойство: при разрушении рассыпается на мелкие безопасные осколки. Попробуйте погнуть лист, уже находящийся в таком напряженном состоянии. Любая серьезная деформация нарушит эту хрупкую систему напряжений, и стекло просто лопнет в печи для моллирования. Это аксиома.
Поэтому корректный, единственно верный технологический цикл выглядит так: нарезка и обработка кромок заготовки из флоат-стекла -> нагрев в печи закалки до температуры около 650°C -> быстрое, равномерное охлаждение воздухом (собственно закалка) -> повторный нагрев уже закаленного листа в специальной печи для гибки (печи моллирования) до температуры, близкой к температуре размягчения -> формование по матрице (оснастке) под собственным весом или с помощью пресса -> контролируемое охлаждение. Ключевое — два полных цикла ?нагрев-охлаждение?. Пропустить первый нельзя. Именно поэтому себестоимость такого продукта существенно выше, а предложений на рынке честных — меньше.
На своем опыте сталкивался с попытками заказчика ?оптимизировать? бюджет: ?А давайте мы его сначала погнем как простое, а потом закалим??. Теоретически, для простых радиусов и при идеальном контроле — это возможно, но на практике почти гарантированно приводит к дефектам. При закалке стекло ?ходит? на конвейере на роликах, и предварительно изогнутый лист может лечь неравномерно, что вызовет оптические искажения (так называемые ?линзы?) или неравномерность закалки. Риск брака под 50%. Мы в таких случаях всегда отговариваем и показываем калькуляцию: дешевле один раз сделать по правильной технологии, чем трижды переделывать.
Где без него не обойтись и где можно схитрить
Основная сфера применения молированного закаленного стекла — архитектура и транспорт. Фасады сложной формы, панорамные окна в автобусах и поездах, стеклянные лестницы и балконы с изогнутыми перилами, торговое оборудование. Везде, где нужна и безопасность (закалка), и сложная форма. Есть, конечно, альтернатива — триплекс из гнутых стекол. То есть, два или более листов гнут по отдельности (в отожженном состоянии, это проще и дешевле), а потом склеивают в пакет. Он тоже безопасен при разрушении, но общая толщина и вес конструкции будут больше. А еще триплекс, если он не из закаленных слоев, не обладает такой ударной прочностью монолитного закаленного стекла. Выбор всегда за расчетом нагрузок и бюджетом.
А вот для мебели, для тех же столешниц или полок с небольшим радиусом изгиба, часто идут на хитрость. Используют так называемое ?гнутое закаленное стекло? (гнут-закал). Здесь цикл один: лист гнут и закаливают в одной печи, на одном конвейере. Технология сложная, требует печи с гибкой системой роликов или пресс-формы, но это дешевле, чем два цикла. Однако, пределы формовки у нее скромнее, да и радиус контролировать сложнее. Для фасада небоскреба такой метод не подойдет, а для душевой кабины с плавным изгибом — вполне.
Кстати, о радиусах. Это отдельная песня. Минимальный радиус изгиба для молированного закаленного стекла сильно зависит от толщины. Общее правило: чем толще стекло, тем больше минимальный радиус. Для 4 мм это может быть R 400-500 мм, для 10 мм — уже R 1500 мм и выше. И эти цифры всегда нужно уточнять у производителя, у которого есть конкретное оборудование. Универсальных таблиц не бывает. Помню проект с фасадом, где архитектор заложил радиус R 1200 мм для стекла 12 мм. Обзвонили пол-России — везде отказ. Нашли в итоге китайского производителя из группы Хэбэй Хайшэн, их предприятие ООО Минда Стекло (Чэнду), которое как раз специализируется на глубокой переработке, включая сложное моллирование. Они с такой задачей справились, потому что у них стояла длинная печь с точным термоконтролем. Но и ждали мы тот заказ почти 12 недель.
Оборудование и ?узкие места? производства
Чтобы делать качественное моллированное стекло, нужны две ключевые единицы оборудования: хорошая печь закалки и отдельная, чаще всего конвейерная или камерная, печь для моллирования. Последняя — это и есть главный ?бутылочный горлышок?. В ней должна обеспечиваться идеально равномерная температура по всему объему, иначе стекло при формовании потянет волной. Оснастка (матрица), по которой гнется стекло, — тоже история дорогая. Ее обычно делают из термостойкой стали или керамики, и под каждый новый радиус или размер — нужна новая. Для мелкосерийного производства это убийственно.
Поэтому многие российские цеха, декларирующие такие услуги, на деле либо отдают заказы на сторону (часто тем же китайским гигантам вроде ООО Минда Стекло (Чэнду)), либо работают с очень ограниченным типоразмером и радиусом, для которого у них уже сделана оснастка. Или, что чаще, гнут отожженное стекло, а потом триплексуют, выдавая за ?безопасное гнутое?. Надо смотреть сертификаты и задавать прямые вопросы о технологической цепочке.
Еще один нюанс — качество исходного стекла. Для моллирования нужен безупречный лист без внутренних напряжений, свилей и оптических дефектов. Идеально подходит первосортное флоат-стекло от крупных производителей. Тот же завод Минда, будучи частью вертикально интегрированного холдинга, использует собственное флоат-стекло, что дает им преимущество в контроле качества с самой первой стадии. Это чувствуется в конечном продукте — меньше брака по оптике.
Дефекты, которые вылезают потом
Даже при идеальной технологии, дефекты случаются. И их надо знать ?в лицо?. Самый частый — это оптическая дисторсия, когда сквозь готовое изогнутое стекло мир кажется немного ?поплывшим?. Причина — микронеравномерности нагрева или охлаждения, из-за которых в стекле остаются локальные напряжения. На фасаде, особенно в отраженном свете, это может быть очень заметно. Бороться с этим почти невозможно, только предотвращать точным контролем процесса.
Второй бич — ?следы от роликов? или оснастки. На поверхности стекла после моллирования могут оставаться едва заметные следы-царапины или точки. Они возникают от контакта с опорными элементами в печи. Хорошие производители используют ролики с особым покрытием или специальные порошки-прокладки, чтобы минимизировать контакт. Всегда стоит требовать образец, и смотреть на него под разными углами, на просвет.
И третий, самый обидный дефект — спонтанное разрушение уже после установки. Да, закаленное стекло может лопнуть само по себе из-за сульфида никеля (NiS) — примеси, которая иногда встречается в шихте. При нагреве в печи она переходит в одну фазу, а потом в конструкции, остывая, может медленно перейти в другую, увеличиваясь в объеме и создавая критическое напряжение. Для моллированного стекла, прошедшего двойной нагрев, этот риск чуть выше. Ответственные производители, особенно в сегменте архитектурного стекла, проводят так называемый ?тест на выдержку? (heat soak test), когда готовые стекла дополнительно нагревают, чтобы спровоцировать разрушение нестабильных экземпляров еще на заводе. Спрашивайте, проводился ли HST, особенно для навесных фасадов.
Про китайский стеклопакет и личный опыт
Вернемся к ООО Минда Стекло (Чэнду). Сотрудничали с ними в рамках одного сложного проекта — требовался изогнутый стеклопакет для зимнего сада. Не просто гнутое стекло, а именно пакет: два изогнутых листа, дистанционная рамка, герметик. Сделать такое — высший пилотаж. Потому что каждый лист нужно и откалить, и изогнуть с микронной точностью, чтобы потом они совпали в единый контур. Плюс — загнуть дистанционную рамку по тому же радиусу.
Их инженеры тогда предложили схему: оба стекла — закаленные, моллированные, а внутреннее — еще и с низкоэмиссионным покрытием (i-стекло). Наносить покрытие ДО закалки и моллирования — та еще задача, потому что высокие температуры могут его убить. У них получилось. Ключевым был вопрос оснастки: они сделали прецизионную матрицу, по которой гнулись оба стекла, гарантируя идентичность радиуса. Ждали, конечно, долго — все ушло на проектирование и изготовление этой оснастки. Но результат того стоил: стеклопакет встал как влитой, без малейшего напряжения в креплениях. Правда, пришлось повозиться с логистикой и таможней — такие хрупкие габариты везти — отдельный квест.
Этот опыт подтвердил простую мысль: для сложных задач нужен не просто поставщик, а технологический партнер с полным циклом и инжиниринговыми компетенциями. Искать нужно не по цене за квадрат, а по готовности вникнуть в задачу и расписать всю цепочку. Как тогда сделали они: прислали подробный технологический регламент на производство именно нашего изделия, с указанием контрольных точек. Это дорогого стоит.
Так что, когда вам в следующий раз понадобится настоящее молированное закаленное стекло не для галочки, а для дела — не спрашивайте просто ?делаете ли вы такое?. Задавайте вопросы глубже: ?По какой технологии? В один цикл или в два? Какое минимальное R для моей толщины? Как обеспечиваете равномерность нагрева в печи моллирования? Делаете HST??. Ответы сразу отделят профи от дилетантов. А выбор, в конце концов, всегда между ценой, сроком и уверенностью в том, что стекло не посыплется на головы людям через год.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Low-E стекло
Low-E стекло -
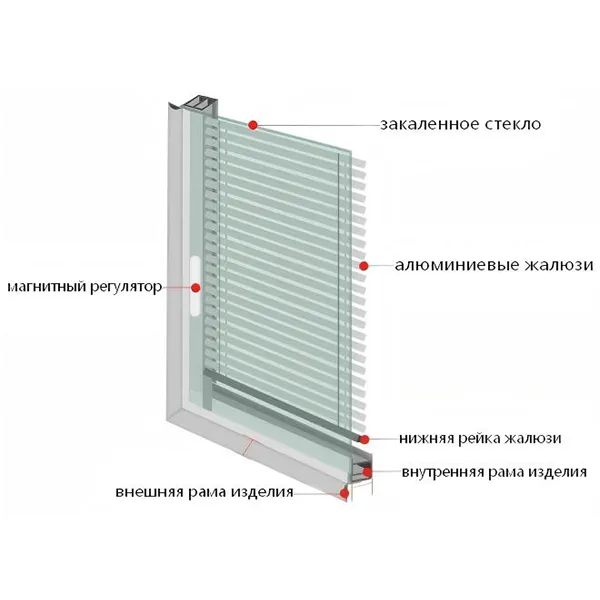 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 6D-печать на стекле
6D-печать на стекле -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками -
 Тисненое стекло
Тисненое стекло -
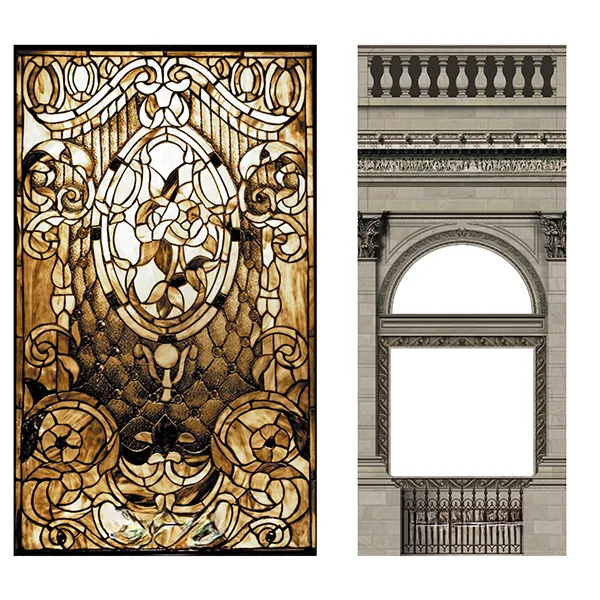 Соборное стекло
Соборное стекло -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Зеркала
Зеркала -
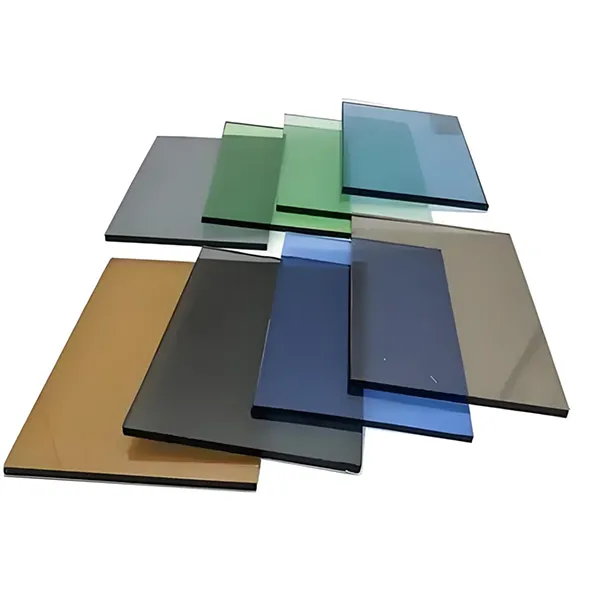 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью



