

Ламинированное стекло с прозрачной ПВБ пленкой
Когда говорят про ламинированное стекло с прозрачной ПВБ пленкой, многие сразу думают о безопасности и ударостойкости. Это верно, но неполно. В практике, особенно при работе с архитектурными проектами, ключевым часто становится не столько сам факт ламинации, а то, как именно она выполнена — качество промежуточного слоя, адгезия, отсутствие оптических искажений после автоклава. Частая ошибка — считать, что любая прозрачная ПВБ-пленка даст одинаковый результат. На деле же разница между, условно, стандартной пленкой и высококачественной, с улучшенной ультрафиолетовой стабильностью и влагостойкостью, может проявиться через год-два на фасаде в виде легкого пожелтения или микроотслоений по краям. Именно такие нюансы, которые не всегда видны в спецификациях, и определяют, будет ли продукт работать десятилетиями или начнет доставлять проблемы уже после сдачи объекта.
Опыт и типичные сложности в производстве
Наше предприятие, ООО Минда Стекло (Чэнду), входит в группу Хэбэй Хайшэн и специализируется на глубокой переработке стекла, включая ламинацию. Когда мы только активно начинали работать с архитектурным ламинированным стеклом, был период, когда казалось, что процесс отлажен: стекло моется, пленка раскраивается, сборка, автоклав. Но затем стали поступать рекламации по некоторым партиям — вроде бы визуально всё идеально, но при монтаже на высотных зданиях под определенным углом света проявлялась едва заметная волнистость, ?апельсиновая корка?. Это классическая проблема, связанная с режимом автоклавирования и равномерностью прогрева. Пришлось пересматривать не просто температуру и давление, а саму логику загрузки кассет в автоклав, учитывая разную теплоемкость стекол разной толщины и форматов.
Еще один момент — сама прозрачная ПВБ пленка. Раньше мы работали с несколькими поставщиками, и разница в поведении материала была существенной. Одна партия пленки могла иметь прекрасную прозрачность, но оказаться слишком ?жесткой? в обработке, что приводило к сложностям при обрезке краев после ламинации и риску микротрещин. Другая — идеально раскатывалась, но была более чувствительна к влажности в цехе перед ламинацией, требовала строгого климат-контроля. Сейчас мы остановились на долгосрочном партнерстве с проверенными производителями сырья, чьи технические данные не расходятся с реальными свойствами. Это, пожалуй, один из главных уроков: экономия на пленке почти всегда выходит боком на этапе гарантийных обязательств.
Кстати, о климат-контроле. Цех ламинации — это не просто производственная площадь. Температура, влажность, чистота воздуха — всё это напрямую влияет на адгезию. Были случаи, когда в летний период, при повышенной влажности, даже при соблюдении всех технологических карт, адгезия на тестовых образцах падала ниже нормы. Пришлось устанавливать дополнительные системы осушения воздуха в зоне подготовки пакета. Это та самая ?кухня?, о которой редко пишут в брошюрах, но которая определяет стабильность качества.
Практические кейсы и почему детали решают всё
Один из показательных проектов, где применялось наше ламинированное стекло с прозрачной ПВБ пленкой — это крупный деловой центр в Сибири. Там стояла задача создать большой светопрозрачный козырь сложной формы. Помимо требований по безопасности, было критически важно обеспечить идеальную оптическую чистоту, чтобы не было искажений вида изнутри. Мы сделали несколько пробных образцов с разной последовательностью сборки (особенно важно для триплексов большой площади) и разной толщиной ПВБ-слоя. В итоге пришли к решению использовать пленку с повышенной эластичностью и чуть большей толщиной промежуточного слоя, чем по стандарту, чтобы компенсировать возможные напряжения в изогнутом элементе после термоформирования. Проект был реализован, и уже несколько лет нет нареканий — это показатель.
Но были и неудачи, конечно. Как-то раз для фасадной конструкции поставили партию стекла, где в спешке не до конца проверили совместимость герметика, применяемого в стеклопакете, с краевой зоной ламинированного стекла. Через некоторое время на объекте появились жалобы на легкое помутнение по периметру. Причина — миграция пластификаторов из герметика в торец ПВБ-пленки. Ситуация была исправлена заменой герметика на нейтральный силикон и дополнительной обработкой торцов на последующих поставках. Этот случай теперь у нас в качестве обязательного пункта в checklist для нестандартных фасадных решений.
Еще из практических наблюдений: многие заказчики спрашивают про цветопередачу. Прозрачная ПВБ пленка действительно должна быть нейтральной, но у разных производителей индекс цветопередачи (CRI) может немного плавать. Для объектов, где важна точная цветопередача (например, художественные галереи или бутики), мы теперь всегда делаем пробный образец и проверяем его в естественном свете вместе с заказчиком, а не полагаемся только на паспортные данные. Это простое действие снимает множество потенциальных претензий.
Оборудование и ?ручная работа?
Автоматизированные линии — это хорошо для типовых решений. Но когда речь заходит о нестандартных размерах, сложных формах или комбинированных решениях (например, ламинация со встроенными солнечными батареями или декоративными интерлейерами), без опытных операторов и участков, где многое делается с ручной доводкой, не обойтись. На нашем сайте unitexglass.ru мы показываем современное оборудование, и оно действительно есть. Но я бы добавил, что ценность предприятия вроде нашего — это как раз способность сочетать автоматизацию с гибкостью ?ручных? операций на критических этапах, таких как контроль качества перед автоклавом или финальная инспекция.
Например, операция вакуумирования перед отправкой в автоклав. На автоматической линии вакуум создается по заданной программе. Но если стекло имеет не прямоугольную форму или большой размер, автоматика может не идеально отследить момент полного удаления воздуха из всего контура. Опытный оператор по звуку работы насоса и по визуальной картинке на контрольном мониторе может скорректировать процесс, добавив пару секунд на определенном участке. Эта ?пара секунд? — как раз то, что отличает продукт без внутренних микропузырей от идеального.
Или взять резку. Мы производим флоат-стекло сами, что дает нам контроль с самого начала цепочки. Но для ламинации важна не просто точность реза, а качество кромки. Малейшая микросколотая кромка после ламинации под давлением и нагревом может стать точкой концентрации напряжения. Поэтому перед сборкой пакета всегда идет дополнительный визуальный и тактильный контроль кромки, особенно на стеклах толщиной более 10 мм. Это не по технологии, это уже из области внутренних стандартов, которые выработались на основе прошлых ошибок.
Вопросы стандартов и реальные эксплуатационные условия
Сертификаты по ГОСТу или EN — это обязательный минимум. Но в реальности условия эксплуатации часто жестче нормативных. Например, стандартные испытания на удар проводятся стальным шаром. Но в реальной жизни на фасад может попасть камень с отбойного молотка с соседней стройки или, что актуально для приморских регионов, крупная градина нестандартной формы. Поэтому для ответственных объектов мы часто идем на дополнительные, не регламентированные договором, испытания — например, многократный циклический нагрев и охлаждение готового стеклопакета с ламинированным стеклом с прозрачной ПВБ пленкой в качестве внешнего листа. Это помогает смоделировать многолетние перепады температур и оценить, не произойдет ли со временем ухудшение адгезии по краям.
Еще один аспект — химическая стойкость. ПВБ устойчив ко многому, но не ко всему. На объектах с агрессивной атмосферой (промзоны, близость к морю с солеными брызгами) мы рекомендуем заказчикам рассматривать дополнительную защиту торцов или использование специальных марок пленки. Была история с панорамным остеклением ресторана на побережье, где обычное ламинированное стекло через пару лет показало начало эрозии торца. После анализа ситуации для таких проектов мы теперь предлагаем решение с краевой герметизацией специальным составом сразу на производстве.
И, возвращаясь к теме оптики. Стандарт допускает определенный уровень оптических искажений. Но для стекол большой площади, особенно в overhead-приложениях (козырьки, зенитные фонари), даже допустимые по норме искажения могут вызывать дискомфорт. Поэтому здесь мы настаиваем на отборе стекла с определенными оптическими характеристиками еще на этапе резки исходного флоат-стекла и на использовании ПВБ-пленки с гарантированно высоким оптическим классом. Это увеличивает стоимость, но зато объект сдается без замечаний по этому пункту, а это репутация.
Вместо заключения: о доверии и комплексном подходе
Работа с ламинированным стеклом — это не просто продажа квадратных метров. Это комплексный процесс, где важно всё: от выбора сырья и контроля параметров в цехе до понимания конечных условий монтажа и эксплуатации. Моя рекомендация как практика — всегда запрашивать у производителя не только сертификаты, но и примеры реализованных объектов, желательно с некоторой историей. И задавать конкретные вопросы: какую именно пленку вы используете? Как контролируете адгезию в каждой партии? Какие у вас внутренние допуски по оптике?
Наше предприятие, ООО Минда Стекло (Чэнду), как часть крупной группы, имеет advantage в виде полного цикла — от производства флоат-стекла до глубокой переработки. Это позволяет нам держать под контролем всю цепочку. Но главное, что мы вынесли за годы работы — это необходимость диалога с заказчиком. Часто именно в процессе обсуждения технического задания всплывают те самые нюансы, которые не прописаны в стандартном ТЗ, но которые определяют успех проекта. Поэтому для нас сайт unitexglass.ru — это не просто визитка, а точка входа для такого диалога, где можно понять возможности и обсудить детали.
В итоге, качественное ламинированное стекло с прозрачной ПВБ пленкой — это не просто склеенные слои. Это материал, поведение которого в конструкции предсказуемо только тогда, когда предсказуем и тщательно контролируется каждый этап его создания. И именно на этом, а не на громких словах, и строится долгосрочная надежность.
Соответствующая продукция
Соответствующая продукция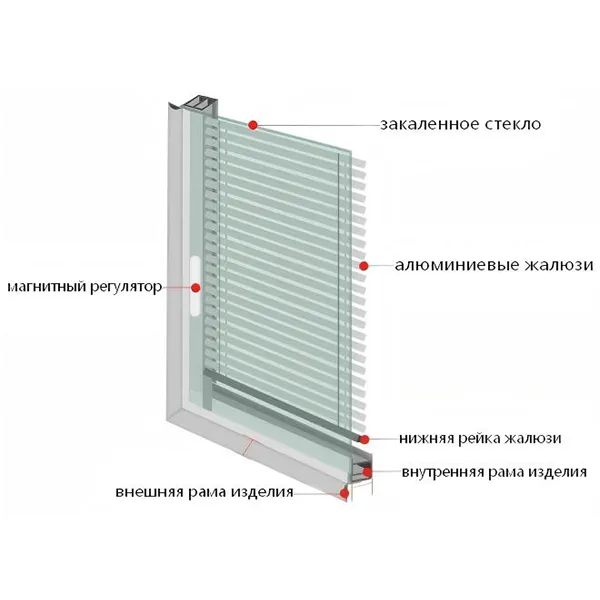



Самые продаваемые продукты
Самые продаваемые продукты-
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 6D-печать на стекле
6D-печать на стекле -
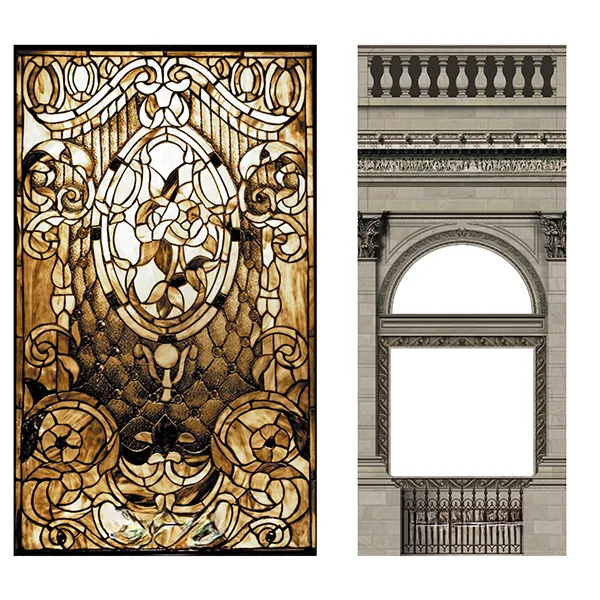 Соборное стекло
Соборное стекло -
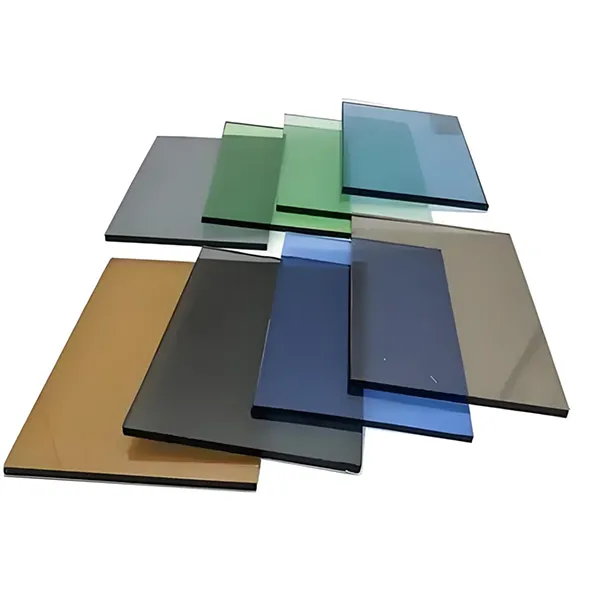 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Тисненое стекло
Тисненое стекло -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 Матовое стекло
Матовое стекло -
 Зеркала
Зеркала -
 Low-E стекло
Low-E стекло



