

кромка закаленного стекла
Когда говорят про кромку закаленного стекла, многие сразу думают про эстетику — ровный край, красивый глянец. Но в реальной работе, особенно с крупными партиями для фасадов или мебели, это в первую очередь вопрос безопасности и технологической дисциплины. Частая ошибка — гнаться за идеальной полировкой, забывая про распределение напряжений в самом крае. Стекло ведь не металл, его поведение после закалки — отдельная история.
Технологический процесс: где кроются нюансы
Начнем с базиса. Сама кромка закаленного стекла формируется до процесса закалки. Казалось бы, очевидно, но сколько раз сталкивался с ситуациями, когда на производстве пытались ?подправить? кромку уже после печи. Результат предсказуем — сетка микротрещин или, что хуже, спонтанный разрыв на участке через несколько дней. Это фундамент: обработка кромки — шлифовка, фаска, полировка — должна быть завершена до того, как стекло отправится в печь для закалки.
Здесь важен выбор абразива и последовательность операций. Для толстого стекла, скажем, 10-12 мм, часто используют двухэтапную шлифовку: сначала грубым алмазным кругом для формирования профиля, затем — финишная обработка мелкозернистым инструментом. Если пропустить первый этап и сразу взяться за тонкую обработку, край может получиться с ?заваленными? гранями, что впоследствии создаст зону концентрации напряжения. В работе с продукцией, например, от ООО Минда Стекло (Чэнду), которая поставляет большие объемы флоат-стекла для дальнейшей переработки, этот момент всегда жестко контролируется на входе. Их базовое стекло имеет стабильную геометрию, что уже половина успеха.
А вот после закалки трогать кромку категорически нельзя. Любая механическая обработка нарушает сформированное поле напряжений. Видел попытки ?снять фаску? алмазным ручным инструментом на уже закаленном стекле для срочного монтажа. В лучшем случае — скол, в худшем — стекло рассыпается в руках. Это не теория, а горький опыт.
Профиль кромки: не только ?прямо? или ?скошено?
В каталогах часто указаны просто: прямая кромка, фаска 45°, карандашная закругленная. Но в практике важны десятые доли миллиметра. Возьмем фаску. Угол в 45° — это не просто срез. Его глубина должна быть соразмерна толщине стекла. Для 6 мм стекла глубина фаски в 1.5 мм — это уже риск получить хрупкий острый ?лезвие? на краю, которое может стать точкой начала разрушения. Для 10 мм стекла такая же фаска в 1.5 мм будет смотреться невыразительно и не выполнит своей защитной функции.
Оптимально, когда ширина фаски составляет примерно 1/3 от толщины стекла. Но это не догма. Если стекло будет использоваться в душевой кабине с алюминиевым профилем, где край скрыт, можно сделать минимальную фаску или даже прямую шлифованную кромку. А вот для стеклянного столешницы, где край на виду и к нему могут прикасаться, нужна хорошо скругленная ?карандашная? кромка (C-образная или полноценная полукруглая) с качественной полировкой. Тут как раз глубокие мощности по переработке, как у ООО Минда Стекло (Чэнду), позволяют выдерживать единый стандарт на больших партиях, что для проектных поставок критически важно.
Еще один момент — полировка. Идеальная оптическая полировка кромки (глянец) не всегда нужна. Для технических применений часто достаточно матовой чистовой шлифовки (сатин). Она дешевле и менее трудоемка. Но есть подводный камень: матовая кромка может маскировать мелкие сколы или ?рисок? от шлифовки. Поэтому визуальный контроль при таком типе обработки должен быть даже тщательнее.
Контроль качества: на что смотреть руками и глазами
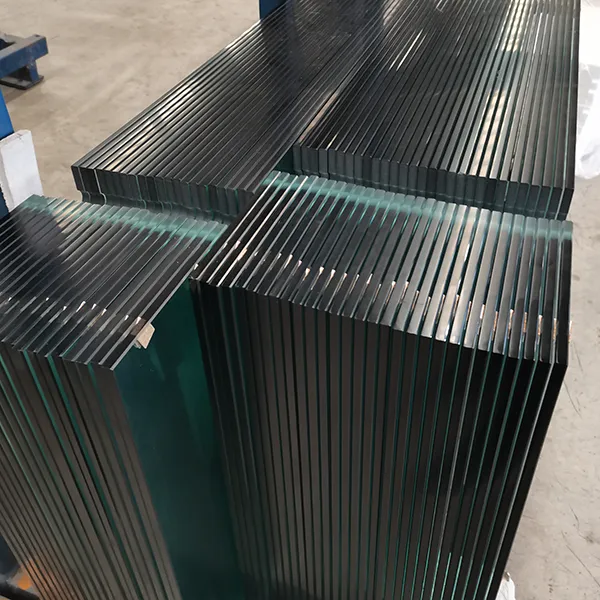
Приемка партии — это не только замеры толщины и проверка на отсутствие оптических искажений. Кромка закаленного стекла требует тактильного и визуального осмотра при хорошем боковом освещении. Проводишь пальцем по краю — не должно быть ощущения ?пилы?, даже мелкой. Любая зазубрина, невидимая глазу, под нагрузкой может стать концентратором.
Обязательно смотрю на торец под углом, ловя отблеск от лампы. Равномерный блеск или равномерная матовость — хороший знак. Если видны прерывистые полосы, пятна с другим отливом — это следы неравномерной шлифовки, возможно, был износ абразивного круга или проблемы с подачей воды для охлаждения. Такое стекло, даже если оно прошло закалку, я бы отбраковал для ответственных конструкций.
Особенно внимательно проверяю углы. Угол — самое слабое место. Часто именно там, особенно при автоматической обработке, может происходить ?пережог? — местный перегрев кромки, который после закалки проявляется как область с измененной структурой. Она более хрупкая. На практике однажды была серия брака со стеклами для балконного ограждения — микротрещины шли именно от углов. Причина — износ опорных роликов на кромкошлифовальном станке, из-за чего угол ?протаскивался? с излишним давлением.
Взаимодействие с креплениями и профилями
Идеально обработанная кромка закаленного стекла — это только полдела. Ее поведение в конструкции зависит от того, как она сопрягается с крепежом. Классическая ошибка — жесткий зажим точечным креплением (клипсой) прямо на отполированную фаску. Под динамической нагрузкой (например, дверь) даже микроскопическое движение стекла в креплении приводит к трению о металл. Полированная поверхность кромки здесь не помощник, а скорее риск, так как создает минимальную площадь контакта и высокое удельное давление.
Для точечных креплений лучше, когда кромка в зоне контакта имеет прямую шлифованную поверхность (не фаску). Это увеличивает площадь. Или обязательно использовать эластичные прокладки из EPDM или силикона, которые гасят вибрацию и предотвращают прямой контакт стекла с металлом. В проектах, где использовалось стекло от крупных переработчиков вроде ООО Минда Стекло (Чэнду), этот момент всегда оговаривался в технических требованиях к монтажу.
При вставке в алюминиевый профиль (спейсер) важен не столько вид кромки, сколько четкость ее геометрии и стабильность размеров по всей длине листа. Если кромка ?волной?, даже в полмиллиметра, при заведении в паз профиля создается опасное напряжение. Стекло будет стоять ?внатяг?. Поэтому контроль на конвейере по всей длине кромки — обязательная процедура для серьезного производителя.
Случай из практики и выводы
Был у нас заказ на крупные панели для торгового центра. Стекло 12 мм, матовая полировка кромки. Все прошло ОТК, отгрузили. На объекте при монтаже несколько панелей лопнули при затяжке планкеров — креплений для вентилируемого фасада. Начали разбираться. Оказалось, субподрядчик, чтобы ?ускорить? процесс, дорабатывал по месту посадочные отверстия в кромке с помощью ручного гравера. Естественно, после этого кромка закаленного стекла в зоне сверления потеряла свою целостность. История закончилась заменой панелей и серьезным разговором с монтажниками.
Что это доказывает? Технология — это цепочка. Начинается она с качества исходного флоат-стекла, которое обеспечивают такие заводы, как ООО Минда Стекло (Чэнду), входящий в группу Хэбэй Хайшэн. Продолжается строгим соблюдением всех этапов механической обработки ДО закалки. И заканчивается грамотным монтажом, который уважает физику материала. Нельзя нарушить звено и надеяться на успех.
Итоговый взгляд. Кромка закаленного стекла — это не просто ?край?. Это функциональный элемент, от которого напрямую зависит надежность и долговечность всей конструкции. Ее обработка — это всегда компромисс между эстетикой, стоимостью и, главное, безопасностью. Гнаться за дешевизной на этом этапе — себе дороже. Доверять нужно тем, кто работает с материалом системно, на мощностях полного цикла, где контроль идет от печи флоат до погрузки готового пакета. Только тогда можно быть уверенным, что стекло выдержит то, для чего оно предназначено.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 6D-печать на стекле
6D-печать на стекле -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
 Армированное стекло
Армированное стекло -
 Плоское закаленное стекло
Плоское закаленное стекло -
 Тисненое стекло
Тисненое стекло -
 Соборное стекло
Соборное стекло -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
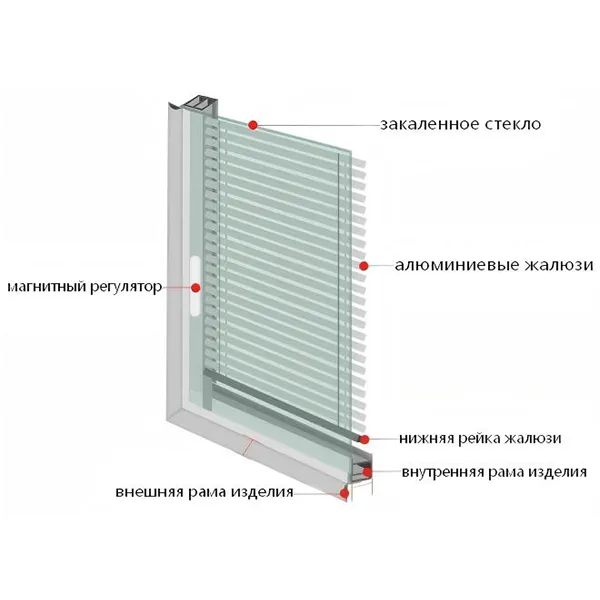 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
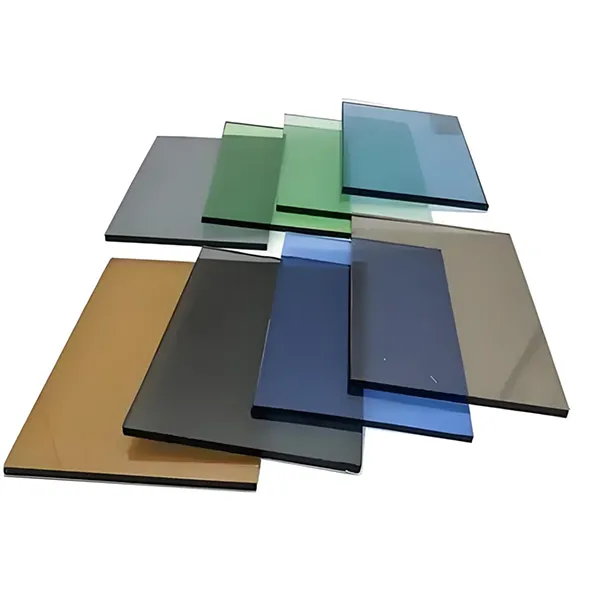 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Зеркала
Зеркала -
 Гнутое закаленное стекло
Гнутое закаленное стекло
Связанный поиск
Связанный поиск- закаленное стекло на письменный стол
- Ограждения из ламинированного стекла
- Закаленные стеклянные двери с шелкографией
- стеклянные полки над ванной
- материал панорамных окон
- специальное закаленное стекло
- установка оконных стеклопакетов
- стекло с самоочищающимся покрытием
- стеклопакет 60 мм
- изготовление стеклянных полок на заказ



