

закаленное стекло 600 600
Когда видишь запрос ?закаленное стекло 600 600?, первое, что приходит в голову — это просто квадратный лист стандартного размера. Многие заказчики так и думают: указал размер, толщину — и готово. Но на практике, особенно при работе с такими, казалось бы, простыми форматами, как раз и кроются все подводные камни. Это не просто цифры, это целый набор технологических условий, от которых зависит, станет ли стекло надежным элементом конструкции или источником постоянных проблем.
Почему именно 600 на 600? Контекст применения
Этот размер не случайно так популярен. Он часто встречается в проектах перегородок для офисов, в элементах мебельных фасадов, вставках для дверей, сантехнических перегородках. Удобный для монтажа, логично вписывающийся в модульную сетку многих конструкций. Но здесь же и первый нюанс: при закалке стекла такого формата крайне важна равномерность нагрева. Печь должна быть откалибрована под такие габариты, иначе могут возникнуть зоны с разным напряжением, что в будущем грозит спонтанным разрушением.
Вспоминается один проект, где мы поставляли партию именно таких стекол для душевых кабин. Заказчик сэкономил и обратился к непроверенному производителю. В итоге — микротрещины по кромкам, невидимые при приемке, но проявившиеся через пару месяцев эксплуатации от перепадов температуры. Пришлось все переделывать. С тех пор для ответственных объектов мы работаем только с надежными поставщиками сырья, такими как ООО Минда Стекло (Чэнду). Их флоат-стекло — отличная основа для последующей закалки, однородность структуры критически важна.
Кстати, о качестве исходного материала. Не всякое сырье, даже хорошее, одинаково ведет себя при закалке. Особенно это касается оптических искажений. Для стекла 600х600, которое часто находится в поле зрения людей (те же перегородки), малейшая ?волна? или ?линза? будет заметна и испортит весь вид. Поэтому контроль геометрии и оптики листа до и после термообработки — обязательный этап.
Технологические ловушки при закалке
Сам процесс закалки для такого размера кажется простым. Но есть деталь, о которой часто забывают: обработка кромок. Перед закалкой кромки должны быть идеально обработаны — шлифовка или полировка. Любая, даже микроскопическая, сколина на кромке становится концентратором напряжения. В печи, под воздействием температуры около 650 градусов, это напряжение многократно возрастает, и стекло может лопнуть прямо в процессе или, что хуже, позже, уже на объекте.
У нас был случай на раннем этапе, когда мы пробовали закаливать стекло с матовой пескоструйной кромкой. Казалось бы, эстетично. Но пескоструй создает микроудары, невидимые глазу. В партии из 50 листов закаленное стекло 600х600 три лопнули в печи, а еще два — при монтаже от легкого постукивания. Пришлось полностью пересмотреть подход: сначала механическая шлифовка, потом закалка, и только потом, если нужно, деликатная декоративная обработка краев.
Еще один момент — точки подвеса или крепления. Если в стекле такого формата нужно сделать отверстия, их расположение и диаметр должны быть просчитаны до закалки. После термообработки стекло нельзя сверлить или резать. И здесь размер 600х600 накладывает ограничения: отверстия должны быть достаточно удалены от краев, обычно не менее 100 мм, иначе риск раскола при монтаже резко повышается.
Логистика и складирование: неочевидные сложности
Казалось бы, что может быть проще, чем перевозить и хранить квадраты. Но на практике паллеты с стеклом 600 600 требуют особого внимания. Их нельзя ставить ?вразбежку? как крупноформатные листы. Они должны лежать строго вертикально, с равномерными прокладками по всем четырем углам. Малейший перекос в штабеле создает точечную нагрузку, которая может привести к сколам.
Мы однажды получили груз от субподрядчика, где стекла были упакованы с экономией на прокладках. В итоге в середине паллеты несколько листов имели невидимые при распаковке повреждения кромок. Дефект проявился только после монтажа, когда от вибрации двери стекло дало трещину. Убытки — не только стоимость материала, но и демонтаж/монтаж, и репутационные потери. Теперь мы жестко контролируем упаковку и всегда требуем фотоотчет перед отгрузкой, особенно от новых партнеров.
Для складского хранения таких стекол идеально подходят специальные вертикальные стеллажи-кассеты. Но они занимают много места. Многие небольшие мастерские хранят стекла горизонтально, что категорически неверно для закаленного стекла. Собственный вес может со временем привести к деформации и ослаблению внутренней структуры.
Взаимодействие с поставщиками сырья: на что смотреть
Качество конечного продукта начинается с качества флоат-стекла. Мы долго искали стабильного поставщика, который мог бы гарантировать однородность партий. Важно, чтобы не было внутренних пузырей, свилей, инородных включений. Для декоративных проектов критична также чистота поверхности. В этом плане нас устраивает сотрудничество с ООО Минда Стекло (Чэнду) (https://www.unitexglass.ru). Это предприятие, входящее в Группу Хэбэй Хайшэн, что говорит о серьезных производственных мощностях и, что важно, собственном производстве флоат-стекла. Это не перекупщик, а именно производитель, что дает контроль над процессом с самого начала.
При заказе сырья под формат 600х600 мы всегда запрашиваем нарезку из центральной части большой флоат-ленты. Края ленты, как правило, имеют больше напряжений и возможных дефектов. Крупный производитель, такой как Минда Стекло, обычно может обеспечить такую выборку, так как имеет большие объемы производства. У мелких поставщиков зачастую стекло уже порезано из того, что есть, без такого разделения.
Еще один практический совет: всегда запрашивать паспорта качества на партию флоат-стекла. В них должны быть указаны данные по светопропусканию, толщине, отклонению по плоскостности. Это не бюрократия, а необходимая информация для расчета режимов закалки. Разное сырье может требовать корректировки температуры или скорости обдува в печи.
Декоративные возможности и ограничения
Формат 600х600 — отличная площадка для различных видов обработки: матирование, шелкография, нанесение керамической краски, ламинирование в триплекс. Но каждая операция вносит свои коррективы в процесс. Например, если нужно закаленное стекло с шелкографией, краска наносится ДО закалки. И здесь важно, чтобы состав краски был совместим с высокими температурами печи, иначе она потускнеет или потрескается.
Мы экспериментировали с созданием матового рисунка на таком стекле методом травления пастой перед закалкой. Идея была в том, чтобы рисунок стал неотъемлемой частью структуры. Но выяснилось, что агрессивный состав пасты при высокой температуре мог повлиять на равномерность закалки по площади рисунка. Пришлось подбирать менее активные составы и увеличивать время промежуточной промывки. Получилось, но процесс стал дороже.
Ламинирование в триплекс — отдельная история. Два листа закаленного стекла 600 на 600 склеиваются пленкой. Это дает безопасность (осколки не выпадают) и дизайн-возможности (пленка может быть цветной). Но здесь критична чистота склеиваемых поверхностей. Малейшая пылинка между слоями даст видимый пузырь. А учитывая, что оба стекла уже закалены и их нельзя переработать, брак становится очень дорогим. Работа требует идеально чистого помещения.
Резюме: простота, требующая опыта
В итоге, что такое закаленное стекло 600х600? Это продукт, который только кажется простым и типовым. На деле же — это результат цепочки точно выверенных операций: от выбора правильного флоат-стекла у проверенного производителя вроде ООО Минда Стекло (Чэнду), до идеальной подготовки кромок, точного соблюдения режимов закалки, аккуратной логистики и понимания последующих этапов обработки.
Главный вывод, который можно сделать после множества отгруженных партий: не бывает ?просто стекла?. Бывает либо качественный, надежный продукт, сделанный с пониманием всех физических и технологических процессов, либо потенциальная проблема, которая рано или поздно проявит себя. И размер 600 на 600 здесь — не исключение, а скорее, типичный пример, где все эти нюансы видны как на ладони.
Поэтому теперь, видя этот запрос, мы думаем не о квадратных метрах, а о конкретном применении, условиях монтажа, будущих нагрузках. И только тогда предлагаем решение. Это дольше, но надежнее. В этом, наверное, и есть разница между ремеслом и простой продажей материала.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Матовое стекло
Матовое стекло -
 Зеркала
Зеркала -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
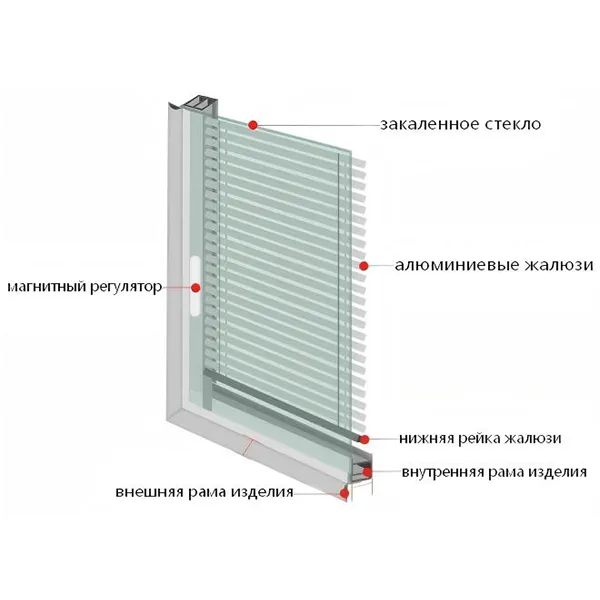 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 6D-печать на стекле
6D-печать на стекле -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
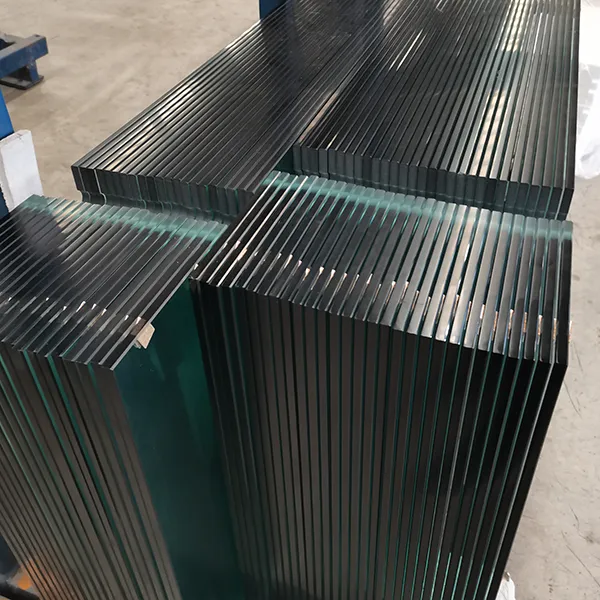 Плоское закаленное стекло
Плоское закаленное стекло -
 Многослойное стекло с цветной пленкой
Многослойное стекло с цветной пленкой -
 Армированное стекло
Армированное стекло -
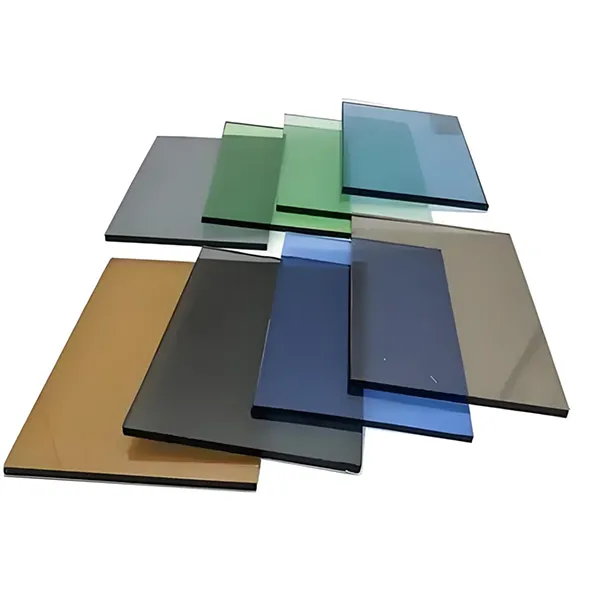 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 Гнутое закаленное стекло
Гнутое закаленное стекло
Связанный поиск
Связанный поиск- стекло закаленное витражное
- стол закаленным стеклом кухни
- дверцы из закаленного стекла
- стекло закаленное 140 на 80
- алюминиевый шкаф с зеркалом в ванную
- дверь из закаленного стекла межкомнатная
- стеклянная полка в нишу ванны
- умное зеркало для ванны с рыбками
- столик из закаленного стекла
- Солнцезащитные стеклопакеты



