

закаленное стекло с полированной кромкой
Когда говорят про закаленное стекло с полированной кромкой, многие сразу представляют себе просто глянцевый, ровный край на прочном стекле. Но в этом-то и кроется первый подводный камень. Полировка кромки на уже закаленном стекле — это не просто финишная эстетическая операция, это, по сути, противоречие в самой технологии. Закалка меняет структуру материала, делая его поверхность, включая кромки, гораздо тверже. Попробуйте потом это обработать стандартным алмазным инструментом — получите сколы, микротрещины, и эта самая полировка будет выглядеть, как будто над ней поработали наждачной бумагой. Правильный путь — сначала качественно обработать и отполировать кромку на сыром стекле, а уже потом отправлять его в печь на закалку. Но и тут не всё так просто: если полировка была неидеальной, малейший дефект после термообработки может ?проявиться? и усилиться. Сам видел, как на якобы готовом изделии после мойки на свету проступала волнистость, которую на сырце не разглядели.
Технологическая развилка: полировать до или контролировать после?
Вот здесь и начинается настоящая работа технолога. Решение, делать ли закаленное стекло с полированной кромкой по классической схеме (шлифовка-полировка-закалка) или пытаться дорабатывать кромку постфактум, зависит от десятка факторов. Толщина стекла, его будущая нагрузка, требования к оптическому качеству кромки. Для тонких полок или столешниц, где край на виду и к нему могут прикасаться, идеальная полировка до закалки — must have. Но есть нюанс: в процессе закалки стекло ?гуляет? на конвейере, и если опорные ролики не идеально чистые или температурный режим дал перекос, на этой самой полированной кромке могут появиться следы — так называемые ?огневые поцелуи?, легкие побеления или притупления. Их уже ничем не уберешь.
Один из наших заказов был как раз на партию душевых перегородок. Заказчик хотел именно глянцевый, скругленный край для безопасности и вида. Сделали всё по учебнику: точная резка, трехступенчатая обработка кромки с финальной полировкой пастой, визуальный контроль. После закалки 90% изделий были безупречны, но на нескольких панелях по одной из кромок пошла едва заметная матовая полоса. Причина — микроскопический перегрев в одной из зон печи, из-за чего поверхность кромки слегка ?оплавилась?. Пришлось отбраковывать. Это тот случай, когда технология показывает свой характер.
Поэтому сейчас многие серьезные производители, особенно те, кто работает с архитектурным стеклом, делают ставку на контроль на каждом этапе. Взять, к примеру, ООО Минда Стекло (Чэнду). Изучая их подход на сайте unitexglass.ru, видно, что они как часть крупной группы делают акцент на полном цикле — от флоат-стекла до глубокой переработки. Для них производство закаленного стекла с полированной кромкой — это, скорее всего, отлаженный конвейер, где этап обработки кромки выделен в отдельный высокоточный процесс, предшествующий закалке. Это логично для крупного предприятия, которое поставляет стекло для фасадов или мебели, где важен и вид, и геометрия.
Оборудование и ?чувство материала?
Можно иметь самый современный кромкошлифовальный станок с программным управлением, но без оператора, который понимает, как поведет себя именно эта партия стекла при закалке, можно набрать брака. Стекло — живой материал в технологическом смысле. Его химический состав, особенно содержание железа (что влияет на зеленоватый оттенок на кромке), плотность, напрямую сказываются на результате. Полированная кромка на низкожелезистом opti-white стекле после закалки будет выглядеть кристально чистой, почти невидимой. На обычном флоат-стекле — может дать тот самый зеленый кант, который иногда даже специально обыгрывают дизайнеры.
Помню, был проект с подоконниками, где дизайнер специально просил сделать акцент на этой зеленой полосе на торце. Но заказчик, увидев образец, решил, что это брак. Пришлось объяснять, проводить ликбез про состав стекла и показывать, что кромка-то как раз идеально полированная и ровная, а цвет — это особенность сырья. В итоге согласились на стекло с пониженным содержанием железа. История поучительная: даже идеально выполненная технически полировка может быть неверно воспринята, если не учесть эстетику исходного материала.
Именно поэтому на портале unitexglass.ru компании ООО Минда Стекло (Чэнду), наверняка, не просто перечисляют услуги по обработке кромки, а подчеркивают комплексность. Их сила в том, что они контролируют процесс от базового флоат-стекла, могут подобрать нужный тип сырья под задачу, а потом на том же предприятии его и обработать, и закалить. Это минимизирует риски, которые всегда есть при транспортировке полуфабрикатов между цехами разных заводов. Для такого продукта, как закаленное стекло с полированной кромкой, это критически важно — меньше перевозок, меньше точек потенциального повреждения хрупкой после полировки кромки.
Где это действительно нужно, а где — излишество?
Не каждый проект требует безупречной полировки. Часто заказчики, наслушавшись об ?элитной обработке?, требуют полированную кромку для стекла, которое потом будет упрятано в профиль или приклеено к стене. Это лишние траты. Основные сферы, где полировка кромки закаленного стекла оправдана и даже необходима: мебельные фасады и полки (особенно в элитной мебели), душевые ограждения и перегородки (вопрос безопасности и тактильных ощущений), стеклянные лестничные ограждения и перила, столешницы и барные стойки, выставочное оборудование. Во всех этих случаях к кромке либо часто прикасаются, либо она находится в поле зрения и должна безупречно выглядеть.
Был у нас опыт с кафе, где сделали стеклянные столешницы с матовой сатинированной кромкой. Смотрится стильно, скрывает отпечатки пальцев. Но через полгода владелец пожаловался, что на кромке в некоторых местах появились потертости, и она стала выглядеть неряшливо. Пришлось объяснять, что сатинирование, в отличие от полировки, создает микрорельеф, который менее устойчив к механическому воздействию, особенно в общественном месте. Если бы край был отполирован до зеркального глянца, он был бы тверже и, возможно, лучше сопротивлялся бы истиранию, хотя и требовал бы более частой уборки от разводов. Вывод: выбор типа обработки кромки — это всегда компромисс между эстетикой, практичностью и бюджетом.
Крупные поставщики, такие как ООО Минда Стекло (Чэнду), обычно предлагают клиенту выбор. На их сайте, я уверен, можно найти информацию о разных типах обработки кромки — от простой шлифовки до высокоглянцевой полировки, и технолог поможет выбрать оптимальный вариант под конкретный проект. Это и есть признак профессионализма — не продавать самое дорогое, а предлагать технически и экономически обоснованное решение.
Проблемы качества: что может пойти не так на практике
Даже при идеальной технологии брак случается. И часто он связан не с самим процессом полировки или закалки, а с мелочами. Например, транспортировка и упаковка. Закаленное стекло с полированной кромкой нельзя просто переложить картоном и отправить в грузовик. Кромка требует особой защиты — специальные пластиковые или резиновые уголки, жесткая обрешетка, чтобы изделия не терлись друг о друга. Однажды видел, как на стройплощадку привезли партию стеклянных панелей для balustrade, и монтажники начали их распаковывать, ставя торцом прямо на бетонный пол. Естественно, на идеальной полировке появились сколы и царапины, которые уже невозможно исправить. Обучение монтажников — часть ответственности производителя.
Другая частая проблема — химстойкость. Полированная поверхность кромки, как и поверхность стекла, устойчива к многому, но не ко всему. Если при монтаже используют неподходящий силиконовый герметик с уксусным отвердителем (acid cure), пары могут вызвать побеление кромки, ее ?запотевание?. Это необратимо. Нужно всегда предупреждать клиента или монтажников об использовании нейтральных (neutral cure) герметиков.
В этом плане работа с профессиональным заводом, который не только производит, но и консультирует, как у ООО Минда Стекло (Чэнду), упрощает жизнь. Такие предприятия обычно сопровождают продукцию техническими рекомендациями (ТУ), что помогает избежать досадных ошибок на этапе монтажа и эксплуатации. Их статус предприятия полного цикла в составе группы говорит о том, что они заинтересованы в качестве конечного продукта, а не просто в продаже полуфабриката.
Взгляд в будущее: автоматизация и кастомные решения
Тренд очевиден — автоматизация кромкообработки растет. Роботизированные комплексы, которые сами измеряют геометрию стекла, выбирают режим шлифовки и полировки, минимизируют человеческий фактор. Но полностью исключить его пока нельзя. Особенно когда речь идет о нестандартных изделиях — стекле сложной формы, с фигурными вырезами, комбинированной обработкой (где часть кромки полированная, а часть, например, матовая). Здесь по-прежнему нужен глаз и опыт оператора, который расставит приоритеты в обработке.
Спрос на кастомные, дизайнерские решения с закаленным стеклом с полированной кромкой тоже растет. Это не только прямая кромка. Это и калевочная (карандашная) кромка, и овальная, и даже сложные фацеты. Их полировка — это уже высший пилотаж, требующий специальных абразивных программ и финишных полирующих головок. Риск брака здесь выше, и стоимость такой обработки существенно отличается от стандартной.
Думаю, что для больших заводов будущее — в гибкости. Возможность на одной технологической линии делать и крупные тиражные партии для фасадного остекления, и штучные дизайнерские изделия. Судить по сайту unitexglass.ru, компания ООО Минда Стекло (Чэнду) как раз из таких: масштаб производства флоат-стекла дает стабильность и контроль качества сырья, а глубокий передел позволяет уходить в продукты с высокой добавленной стоимостью, к которым, безусловно, относится и высококачественное закаленное стекло с полированной кромкой. В этом и есть суть современного стекольного бизнеса — не просто резать и гнуть, а доводить каждый элемент до состояния надежного и совершенного с точки зрения и техники, и эстетики продукта.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Зеркала
Зеркала -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 Тисненое стекло
Тисненое стекло -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
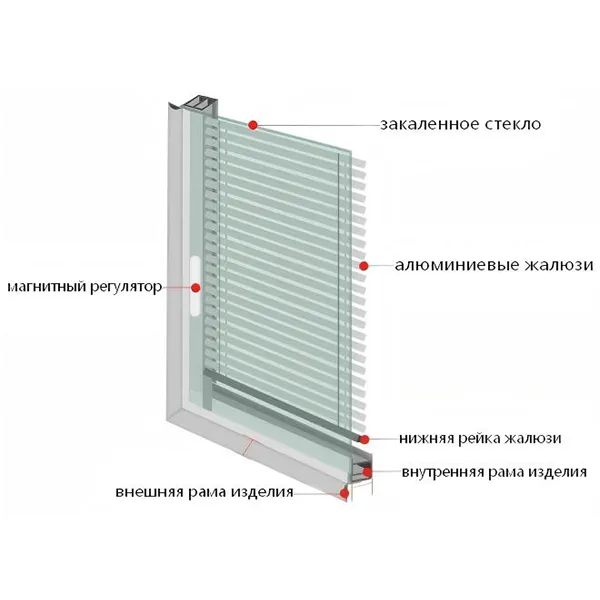 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Многослойное стекло с цветной пленкой
Многослойное стекло с цветной пленкой -
 Low-E стекло
Low-E стекло -
 Армированное стекло
Армированное стекло -
 Стекло с шелкографией
Стекло с шелкографией -
 Матовое стекло
Матовое стекло



