

закаленное стекло рисунок
Когда слышишь ?закаленное стекло рисунок?, первое, что приходит в голову непосвященному — это просто узор на прочном стекле. Но на деле это целая история, где пересекаются технология, искусство и часто — непредсказуемость материала. Многие заказчики думают, что можно взять любую графику, нанести на стекло, закалить — и готово. А потом удивляются, почему узор пошел волнами, потускнел или, что хуже, стекло лопнуло в печи. Вот об этих подводных камнях и хочется порассуждать, исходя из того, что видел на практике.
Что на самом деле скрывается за ?рисунком?
В контексте каленого стекла рисунок — это не только декоративная функция. По сути, это изменение поверхности, которое вступает в сложное взаимодействие с процессом термического упрочнения. Основные методы — шелкография, цифровая печать, пескоструйная обработка или фрезеровка. Каждый метод по-разному влияет на структуру поверхности и, следовательно, на поведение стекла в печи закалки.
Возьмем, к примеру, толстые слои керамической краски при шелкографии. Они создают локальные зоны с другим коэффициентом теплового расширения. Если площадь покрытия слишком велика или края рисунка слишком резкие, при нагреве до 700 градусов возникают колоссальные внутренние напряжения. Стекло — материал не пластичный, ему деваться некуда. Результат — либо ?паутина? микротрещин под краской, которую сразу не увидишь, либо хлопок в печи. Приходилось сталкиваться с заказом на стеклянные панели для камина с крупным орнаментом. Эскиз был красивый, но технолог сразу замахал руками: ?Здесь сплошная заливка на 60% площади, это брак в чистом виде?. Убедили клиента разбить рисунок на более мелкие элементы с промежутками — и пошло.
Еще один нюанс — цвет. Не все пигменты в керамических красках одинаково стабильны при высоких температурах. Некоторые коричневые или оранжевые оттенки имеют свойство выгорать или мутнеть. Видел, как после закалки благородный глубокий цвет превращался в грязно-желтый. Теперь всегда требуем у поставщика краски палитру, запеченную именно в режиме закалки, а не обжига. Это сэкономило кучу нервов и денег.
Печь закалки как главный критик дизайна
Можно сказать, что именно здесь решается судьба закаленное стекло рисунок. Современные конвейерные печи, конечно, технологичны, но они не всесильны. Одна из ключевых проблем — равномерность нагрева. Ролики, по которым движется стекло, создают микротени. Обычно это нивелируется, но когда на стекле есть плотный рисунок, особенно по краям, эти зоны нагреваются и остывают иначе.
У нас на производстве, отмечу, что ООО Минда Стекло (Чэнду), входящее в состав Группы Хэбэй Хайшэн, для сложных декоративных изделий иногда практикует отключение верхних нагревателей на определенных участках или регулировку скорости конвейера. Это не по инструкции, это уже know-how, который нарабатывается методом проб и ошибок. Информацию о таких технологических возможностях можно иногда подчерпнуть, изучая ассортимент и подход компаний, например, на ресурсе вроде https://www.unitexglass.ru, где представлены продукты глубокой переработки стекла. Но в живом производстве всегда есть свои корректировки.
Запомнился случай с крупной партией стеклянных перегородок для офиса. На них был нанесен логотип компании методом пескоструйной матовости. Казалось бы, все надежно. Но после закалки несколько изделий дали трещину, начиная именно от границы матового рисунка. Причина оказалась в глубине травления. Абразив сточил поверхностный слой, сняв тем самым напряжение, которое как раз и нужно для прочности. Получился концентратор напряжения. После этого для глубокого матирования под закалку мы всегда делаем пробный образец и контролируем глубину рельефа.
Брак, который можно было предвидеть
Часто проблемы с рисунок на закаленном стекле начинаются еще на этапе утверждения макета. Дизайнеры работают в Illustrator, где все идеально ровно и красиво, но не думают о физике. Резкий переход от сплошной заливки к чистому стеклу, тонкие линии (менее 1 мм), которые просто ?сгорят? в печи, сложные градиенты, которые почти невозможно стабильно воспроизвести шелкографией — это типичные ошибки.
У нас в цеху висит памятка для менеджеров по работе с клиентами. Там простые правила: минимальная ширина линии — 1.5 мм, оптимальная плотность покрытия — не более 40-50% на одной стороне, обязательные отступы от края стекла (минимум 20 мм для последующей обработки кромки). Кажется, мелочи. Но их несоблюдение — гарантия повышенного процента брака. И объяснить клиенту, почему его ?гениальный дизайн? нереализуем, бывает сложнее, чем сделать саму работу.
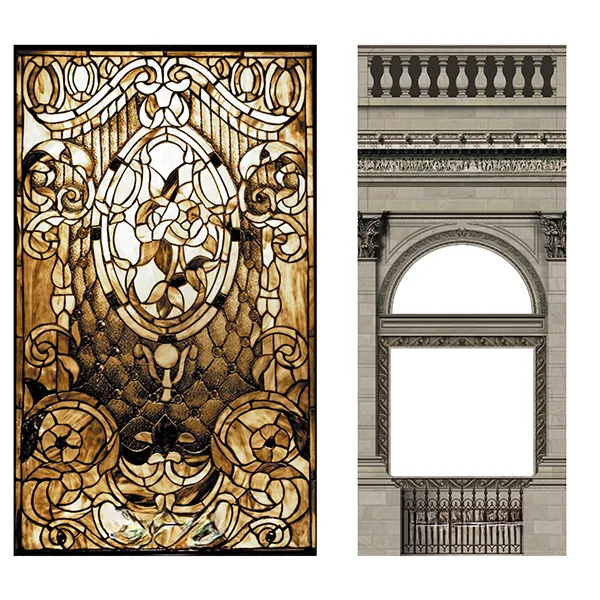
Был проект с художественным витражом в технике фьюзинг с последующей закалкой. Там вообще адская смесь технологий: цветное стекло разных коэффициентов расширения, металлические вкрапления. После первой же попытки все пошло трещинами. Пришлось фактически разбить большой рисунок на модули, закалять каждый отдельно, а потом собирать в несущую раму. Итог красивый, но стоимость и сроки выросли в разы. Клиент был в шоке, но согласился. Это тот случай, когда желаемое напрямую сталкивается с возможным.
Материалы: краска, стекло и их тайная жизнь
Качество исходного стекла — фактор номер один. Не всякое флоат-стекло одинаково хорошо подходит для нанесения рисунка и последующей закалки. Микронеровности, следы от роликов (если стекло не premium-класса), содержание железа (зеленоватый оттенок на торце) — все это может проявиться после нанесения краски или травления. ООО Минда Стекло (Чэнду), как производитель флоат-стекла, здесь имеет преимущество, контролируя сырье с самого начала. Использование собственного, проверенного флоата для глубокой переработки — это уже половина успеха.
Краски. Керамические краски для закалки — это отдельная наука. Они должны иметь коэффициент теплового расширения, максимально близкий к стеклу. Консистенция, зернистость, вязкость — все влияет на четкость границ рисунка после печи. Мы работаем с несколькими проверенными европейскими и местными поставщиками. Но даже с ними периодически случаются ?сюрпризы?: пришел новый замес краски, а он ведет себя иначе. Поэтому для каждого ответственного заказа, особенно с плотной заливкой, мы сначала делаем тестовый обжиг на образце. Да, это время и деньги, но это дешевле, чем переделывать всю партию.
Еще один момент — последовательность обработки. Иногда клиент хочет и рисунок, и фацет, и отверстия. Порядок действий критичен. Скажем, если сначала сделать фрезеровку и отверстия, а потом наносить рисунок, который частично заходит на кромку, — при закалке трещина пойдет почти гарантированно. Правильно: рисунок (с отступом от будущих зон механической обработки) -> закалка -> финишная механическая обработка. Кажется очевидным? Но в погоне за сроками эту логику часто нарушают.
Вместо заключения: мысль вслух о будущем узора
Сейчас все больше запросов на сложную, почти фотографическую печать по стеклу. Цифровые УФ-принты выходят на новый уровень. Но и здесь с закалкой не все гладко. УФ-чернила, полимеризованные излучением, должны выдержать нагрев. Слой тоньше, чем у керамики, но адгезия иная. Пока что для ответственных наружных конструкций я бы все же рекомендовал классическую шелкографию с керамикой. Она проверена временем, годами стоит на фасадах.
Работа с закаленное стекло рисунок — это постоянный поиск баланса между эстетикой и физикой. Это когда технолог и дизайнер должны сесть за один стол и говорить на одном языке. Идеальных рецептов нет, есть наработанный опыт и понимание, где можно отступить от нормы, а где нельзя ни в коем случае. Главное — не бояться делать тестовые образцы, даже если клиент торопит. И всегда помнить, что стекло — материал живой, капризный и очень честный. Оно не простит пренебрежения к своим законам.
Что касается масштабных проектов, то интеграция полного цикла, от выплавки флоат-стекла до финишного декора, как у того же ООО Минда Стекло (Чэнду), дает серьезное преимущество в контроле качества. Когда одно предприятие отвечает и за базовое стекло, и за его глубокую переработку, включая нанесение сложных рисунков и закалку, рисков становится меньше. Но это не отменяет необходимости вдумчивого, почти ювелирного подхода к каждому конкретному эскизу, который попадает в цех.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Матовое стекло
Матовое стекло -
 Соборное стекло
Соборное стекло -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты -
 Армированное стекло
Армированное стекло -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 Плоское закаленное стекло
Плоское закаленное стекло -
 Зеркала
Зеркала -
 6D-печать на стекле
6D-печать на стекле -
 Стекло с шелкографией
Стекло с шелкографией



