

закаленное стекло особенности
Когда говорят о закаленном стекле, первое, что приходит в голову — прочность, безопасность, осколки в виде ?крошки?. Но на практике, особенно в промышленных объемах, нюансов гораздо больше. Многие заказчики, да и некоторые коллеги по цеху, думают, что главная особенность — это просто ?стекло, которое прошло печь?. На деле же, от выбора сырья — того самого флоат-стекла — до режимов закалки зависит, будет ли изделие действительно надежным или преподнесет неприятный сюрприз уже на объекте. Вот, к примеру, работая с материалами от ООО Минда Стекло (Чэнду), входящего в Группу Хэбэй Хайшэн, всегда обращаешь внимание на однородность полотна. Потому что если в основе есть скрытые дефекты, свиль или неоднородность толщины, то в процессе закалки это может вылезти неконтролируемым образом — не обязательно полным разрушением, а, скажем, локальными зонами напряжения, которые потом дадут о себе знать при монтаже или под ветровой нагрузкой. Об этом редко пишут в спецификациях, но это та самая ?кухня?, которая отличает просто продукт от качественного продукта.
Сырье: почему флоат-стекло — это только начало
Итак, основа — флоат-стекло. Казалось бы, бери любое. Но здесь кроется первый подводный камень. Для закалки подходит далеко не каждое полотно. Важны не только геометрические параметры, но и химический состав, который влияет на коэффициент теплового расширения. Если стекло изначально имеет внутренние напряжения (а они могут быть даже у качественного флоата, если его неправильно хранили или резали), процесс закалки может их не снять, а усугубить. Мы как-то получили партию от одного поставщика — вроде бы все по ГОСТу, но после печи по краям пошла волна, едва заметная глазу, но критичная для фасадного остекления. Пришлось разбираться. Оказалось, проблема была в скорости охлаждения ленты на заводе-изготовителе флоата. Это к вопросу о том, что особенности закаленного стекла начинаются задолго до печи закалки.
В этом контексте стабильность поставок сырья — ключевой фактор. Когда работаешь с крупным производителем, таким как ООО Минда Стекло (Чэнду), который контролирует процесс от производства флоат-стекла до глубокой переработки, риски таких скрытых дефектов снижаются. Их стекло, как правило, имеет предсказуемое поведение в печи, потому что технологический цикл выстроен от начала до конца. Но и это не панацея — все равно каждый новый рулон или паллету нужно ?чувствовать?, смотреть на кромку, проверять на полярископе до загрузки. Автоматика — автоматом, но глаз и опыт никто не отменял.
Еще один момент — толщина. Часто заказывают закалку стекла 4 мм, думая, что это стандарт. Но для некоторых применений, например, для цельностеклянных дверей или ограждений, даже после закалки 4 мм может оказаться слишком ?игривым? — будет заметный прогиб. Особенность именно закаленного стекла здесь в том, что оно теряет пластичность. Если обычное стекло гнется до определенного предела, то закаленное работает по принципу ?все или ничего? — до критической нагрузки держит форму, а потом — мгновенное разрушение. Поэтому выбор толщины исходного флоат-стекла — это всегда компромисс между прочностью, весом, стоимостью и визуальным восприятием. Для ограждений я бы рекомендовал минимум 8 мм, а лучше 10 мм, даже если калькулятор показывает, что 6 мм ?по нагрузке проходит?. Запас на непредвиденное — это не роскошь, а необходимость.
Процесс закалки: не только температура
Печь. Все думают, что главное — нагреть до 600-650 градусов и резко охладить. На словах просто. На практике же разница между хорошим и отличным закаленным стеклом — в деталях этого ?резко?. Охлаждение (обдув) должно быть строго равномерным по всей плоскости листа. Если где-то поток воздуха сильнее, а где-то слабее — возникают зоны с разным напряжением. Стекло может не разбиться сразу, но будет иметь так называемую ?анизотропию прочности? — в одном направлении будет держать удар, а в другом — нет. Проверяли как-то партию после печи с помощью тензометра — цифры плавали в пределах 15%, и это при том, что сертификат был идеальным. Причина — износ форсунок в одной из зон обдува. После замены — разброс упал до приемлемых 5%.
Скорость нагрева — тоже параметр, который часто упускают. Слишком быстрый нагрев для толстого стекла (от 10 мм и выше) может привести к тепловому шоку еще до этапа закалки, появлению микротрещин. Особенно это касается матового или тонированного в массе стекла — оно поглощает тепло иначе, чем прозрачное. Приходится подбирать режим практически для каждой партии, если сырье от разных плавок. Универсальных рецептов нет, есть только примерные рамки, которые потом корректируются по результатам контрольных образцов.
А еще есть такая проблема, как ?никелевые сульфидные включения? (NiS). Это бич именно закаленного стекла. Микроскопические примеси в исходной шихте могут привести к спонтанному разрушению уже готового изделия через недели, месяцы или даже годы после установки. Процесс закалки создает высокое напряжение, а включение NiS со временем меняет свою кристаллическую структуру, расширяется и ?выстреливает?. Бороться с этим можно только контролем сырья и проведением так называемого ?теплового soak-теста? (выдержки в печи) для ответственных объектов. Это дорого и долго, но для фасадов небоскребов или стеклянных крыш — обязательно. Крупные производители, такие как ООО Минда Стекло (Чэнду), обычно имеют протоколы контроля сырья на такие включения, что снижает, но, увы, не исключает риск полностью.
Механическая обработка: что можно, а что нельзя делать после закалки
Это, наверное, самый частый вопрос от клиентов. Отвечаю: после того как стекло прошло закалку, любые механические воздействия — резка, сверление, фрезеровка кромки — запрещены. Попытка просверлить отверстие приведет к моментальному разрушению всего листа. Все отверстия, вырезы, фигурные кромки должны быть выполнены ДО отправки в печь. И это накладывает огромные требования к точности проектирования и изготовления оснастки. Ошибка в чертеже на пару миллиметров — и вся партия в брак.
Но и здесь есть нюанс. Даже после обработки перед закалкой кромки должны быть качественно отполированы. Малейшая микротрещина, царапина от алмазного круга станет концентратором напряжения в печи. Визуально стекло может выйти целым, но прочность в этом месте будет подорвана. Мы в цехе всегда проверяем кромку под лупой перед мойкой и загрузкой. Иногда, если видим риски, приходится отправлять на повторную полировку. Лучше потерять время на этом этапе, чем получить рекламацию с объекта.
Что касается кромки, то популярный запрос — ?закалить стекло с фаской?. Технически это возможно, но фаску также нужно снять до закалки, причем угол и качество поверхности имеют критическое значение. Острая, ?режущая? фаска после печи может стать источником сколов. Обычно рекомендуют делать фаску с небольшим закруглением (радиусом). Опять же, все упирается в оборудование для обработки и опыт оператора. На сайте unitexglass.ru можно увидеть примеры изделий с такой обработкой — но за кадром остается, сколько проб и ошибок было до достижения стабильного результата.
Контроль качества: как отличить действительно прочное стекло
Сертификат — это хорошо, но доверять нужно своим глазам и инструментам. Базовый тест — наблюдение в поляризованном свете на специальном стенде (полярископе). Качественно закаленное стекло дает четкую, упорядоченную картину темных и светлых полос (силовых линий), симметричную по всему листу. Если видишь ?разрывы?, хаотичные пятна или области без полос — это брак. Напряжение распределено неравномерно, и прочность такой панели под вопросом.
Еще один практический, почти кустарный, но показательный тест — простукивание. Звук у качественно закаленного стекла должен быть звонким, высоким и чистым, как у колокольчика. У стекла с проблемами напряжения или недозакала звук будет глухим, ?деревянным?. Этому не научат в институте, это приходит с годами, когда переслушаешь тысячи квадратных метров.
И, конечно, испытание на удар. Образцы из каждой партии (обычно 3-5 штук) должны проходить испытание падающим мешком с дробью. По ГОСТу. Но лично я всегда смотрю не только на факт разрушения, но и на характер осколков. Они должны быть мелкими, без крупных острых фрагментов. Если после удара остаются большие куски или длинные острые ?кинжалы? — это признак недозакала, что смертельно опасно для безопасного стекла. Такое нельзя отпускать с завода ни при каких обстоятельствах.
Применение и ограничения: где работает, а где нет
Основная сфера — это, конечно, фасады, двери, перегородки, ограждения. Здесь его особенности раскрываются полностью. Но есть и менее очевидные применения. Например, стекло для духовых шкафов или каминных экранов. Тут важна не только механическая, но и термостойкость. Закаленное стекло обычно выдерживает перепады до 250-300°C, но это если нагрев равномерный. Точечный нагрев (например, от тлеющей угольки) может его убить. Поэтому для каминов иногда используют не просто закаленное, а многослойное с гелевым наполнителем или специальное жаростойкое.
Еще один интересный момент — использование в мебели, столешницах. Модно, красиво. Но многие забывают, что торец закаленного стекла — его ахиллесова пята. Удар по торцу, даже несильный, с высокой вероятностью вызовет разрушение всей плиты. Поэтому крепление в мебели должно быть спроектировано так, чтобы исключить прямой контакт торца с металлом или жестким основанием, нужны демпфирующие прокладки. Сколько раз видел, как красивая стеклянная полка разлеталась вдребезги только потому, что монтажник затянул прижимную планку на пол-оборота сильнее, чем нужно.
И последнее, о чем часто молчат продавцы, — старение закаленного стекла. Да, оно не ?стареет? как органические материалы, но длительные циклические нагрузки (вибрация, ветер) в сочетании с агрессивной атмосферой (морской воздух, промышленные выбросы) могут со временем привести к так называемой ?усталости? и снижению прочности. Для объектов с расчетным сроком службы 50 лет это нужно закладывать в проект, возможно, используя стекло с повышенным запасом прочности или применяя дополнительные защитные покрытия. Это уже высший пилотаж, и здесь как раз важна возможность диалога с производителем, который понимает весь цикл, как та же ООО Минда Стекло (Чэнду), чтобы подобрать оптимальное решение не на уровне ?продать квадратные метры?, а на уровне инжиниринга.
В итоге, особенности закаленного стекла — это не список свойств из учебника, а комплекс взаимосвязанных факторов: от химии сырья и дисциплины в цехе до понимания его реального поведения в конструкции. Оно не волшебное и не неуязвимое. Но когда все звенья цепочки — от производителя флоат-стекла до монтажника — работают корректно, оно дает тот самый уникальный баланс прочности, безопасности и эстетики, ради которого все и затевается. Главное — не забывать про детали, потому что в нашем деле они решают все.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Соборное стекло
Соборное стекло -
 6D-печать на стекле
6D-печать на стекле -
 Стекло с фрезерованными канавками
Стекло с фрезерованными канавками -
 Тисненое стекло
Тисненое стекло -
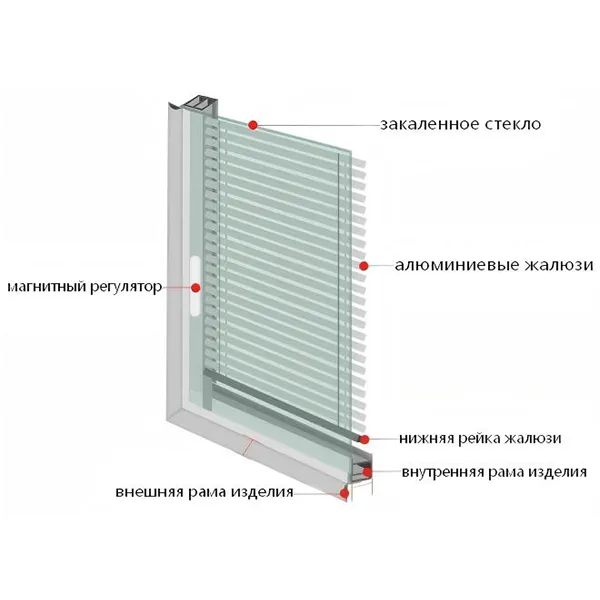 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Армированное стекло
Армированное стекло -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Зеркала
Зеркала -
 Плоское закаленное стекло
Плоское закаленное стекло -
 Low-E стекло
Low-E стекло



