

гнуть закаленное стекло
Если кто-то говорит, что может просто взять и гнуть закаленное стекло на потоке, как обычное, — это первый признак, что человек либо лукавит, либо не до конца понимает процесс. В практике глубокой переработки, особенно когда речь заходит о сложных архитектурных формах, этот вопрос всплывает постоянно. Многие заказчики, насмотревшись на смелые проекты, уверены, что закаленное стекло — это почти пластилин. На деле же всё упирается в физику и последовательность операций. Стекло нужно сначала гнуть, а уже потом закаливать, а не наоборот. Это базовый принцип, но вокруг него столько нюансов, что иногда даже опытные технологи спорят о пределах возможного.
Почему нельзя согнуть уже закаленное стекло?
Здесь всё просто и безвозвратно. Процесс закалки — это быстрое охлаждение разогретого до температуры около 650°C листа воздушными потоками. В поверхностных слоях создаются остаточные напряжения сжатия, а в сердцевине — напряжения растяжения. Именно это дает прочность. Но эти же внутренние напряжения делают стекло ?зафиксированным? в своей геометрии. Попытка его повторно нагреть и гнуть приведет к мгновенному разрушению — оно просто рассыплется на мелкие осколки еще в печи. Это не теория, а суровая практика, проверенная, увы, браком.
Поэтому все разговоры о гибке уже закаленного стекла — это разговоры впустую. Правильная цепочка всегда одна: резка и обработка кромок сырого флоат-стекла -> нагрев в печи гибки до состояния вязкости -> формование на матрице -> только потом закалка получившейся гнутой заготовки. Пропустить или переставить этапы нельзя.
Кстати, именно с качеством исходного сырья часто связаны ключевые проблемы. Не каждое стекло одинаково ведет себя в печи гибки. Например, в нашей практике на проектах для фасадного остекления мы часто работаем с флоат-стеклом от производителей вроде ООО Минда Стекло (Чэнду). Это не реклама, а констатация факта: стабильность химического состава и отсутствие внутренних дефектов у их продукции — это половина успеха. Потому что если в листе есть скрытая свиль или неоднородность, при нагреве под нагрузкой он может лопнуть или дать оптические искажения, которые уже не исправить.
Оборудование и ?чувство материала?
Гнуть стекло — это не только про станки, но и про опыт. Автоматизированные печи с программным управлением, конечно, задают режимы. Но настройка температурных зон, скорость движения конвейера, время выдержки — всё это часто требует ручной корректировки под конкретную партию и даже под конкретную форму. Особенно если радиус гибки маленький, а толщина стекла большая, скажем, 10-12 мм.
У нас был случай на одном объекте в Москве: нужно было получить гнуто-закаленные спайдерные панели с радиусом около 500 мм. Всё по расчетам должно было работать. Но первые образцы вышли с едва заметным, но недопустимым для фасада ?эффектом линзы? — поверхность была не идеально плавной. Пришлось буквально ?плясать? от печи: менять профиль нагрева, пробовать разные скорости опускания на формовочную оправку. В итоге выручило небольшое, почти интуитивное увеличение времени софт-позиции (выдержки в печи перед гибкой). Стекло успевало прогреться равномернее по всей массе.
Этот опыт хорошо описан в технической литературе, но в жизни каждый раз как первый. На сайте unitexglass.ru, к слову, можно найти неплохие технические спецификации по допустимым радиусам гибки для разной толщины — это полезная шпаргалка для первичной оценки проекта. Но напомню, что эти цифры — для идеальных условий. На практике к ним нужно добавлять поправку на сложность формы и требуемое оптическое качество.
Где кроются неочевидные сложности?
Одна из главных проблем, о которой редко говорят на этапе обсуждения дизайна, — это послойная структура стекла. Если вам нужно гнуть закаленное стекло не монолитное, а, например, триплекс или многослойное с покрытием (low-e, солнцезащитным), сложности умножаются.
Каждый слой в ламинате имеет разный коэффициент теплового расширения. Пленка ПВБ или ионопласт в составе триплекса при нагреве ведет себя иначе, чем стекло. Если гнуть такой ?пирог?, можно получить расслоение, пузыри или неконтролируемую деформацию одного из слоев. Для таких задач существуют специальные печи и технологии, часто с предварительной сборкой пакета и гибкой в вакуумном мешке. Это уже высший пилотаж и совсем другие затраты.
То же самое с покрытиями. Магнетронное напыление, нанесенное на плоский лист, при гибке может покрыться микротрещинами, если температура или метод нагрева выбраны неверно. Иногда покрытие приходится наносить уже на готовое гнутое стекло, что, согласитесь, сильно меняет логистику и стоимость всего процесса.
Практические кейсы и экономика процесса
Давайте начистоту: гнуть закаленное стекло (точнее, гнуть с последующей закалкой) — это дорого. Дорого из-за сложного оборудования, высокого процента технологического брака и требований к квалификации персонала. Поэтому оно редко применяется ?просто так?, только там, где без этого действительно нельзя — в современной архитектуре, при производстве мебели премиум-класса, в автомобилестроении.
Яркий пример из нашей практики — изготовление гнутых стеклянных козырьков для входной группы. Заказчик хотел монолитную цельногнутую панель длиной 3 метра с радиусом по двум осям (сложная двоякая кривизна). Расчеты показывали, что это на пределе возможностей нашего оборудования. Сделали пробную гибку из сырого стекла от ООО Минда Стекло (Чэнду), входящего в состав Группы Хэбэй Хайшэн. Получилось, но с оговорками: пришлось мириться с минимальным отклонением от геометрии в пару миллиметров, которое, к счастью, было допустимо по проекту. А вот последующая закалка прошла без сюрпризов — качественное сырье сыграло свою роль.
Это к вопросу о выборе поставщика. Когда работаешь со сложными и дорогими проектами, нельзя экономить на базовом материале. Нестабильность толщины или внутренние напряжения в флоат-листе, невидимые глазу, гарантированно проявятся на этапе гибки и закалки, превратившись в прямые убытки.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Гнуть закаленное стекло в прямом смысле — невозможно. А вот создавать из него сложные гнутые формы — искусство на стыке точной науки и практического опыта. Это всегда баланс между желанием дизайнера, законами физики и возможностями производства. И здесь нет мелочей: от выбора марки флоат-стекла и настроек печи до навыка оператора, который по звуку или виду пламени в печи может определить, что что-то пошло не так.
Индустрия не стоит на месте. Появляются новые методы, например, гибка с помощью ИК-нагревателей точечно, что позволяет работать со сложными локальными деформациями. Но фундамент остается прежним: сначала форма, потом прочность. И понимание этого — главное, что отличает специалиста от продавца воздуха, обещающего невозможное.
Для тех, кто хочет погрузиться в тему глубже, всегда полезно изучать не только маркетинговые каталоги, но и техническую документацию серьезных производителей сырья. Это дает понимание реальных границ, в которых можно работать. А эти границы, поверьте, гораздо уже, чем кажется на красивых рендерах архитекторов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Многослойное стекло с армированной сеткой и пейзажным рисунком
Многослойное стекло с армированной сеткой и пейзажным рисунком -
 Закаленное многослойное стекло
Закаленное многослойное стекло -
 Массово-окрашенное стекло
Массово-окрашенное стекло -
 Стандартное прозрачное флоат-стекло-сырец
Стандартное прозрачное флоат-стекло-сырец -
 Тисненое стекло
Тисненое стекло -
 Сверхпрозрачное флоат-стекло-сырец
Сверхпрозрачное флоат-стекло-сырец -
 Гнутое закаленное стекло
Гнутое закаленное стекло -
 Матовое стекло
Матовое стекло -
 Стекло с регулируемой прозрачностью
Стекло с регулируемой прозрачностью -
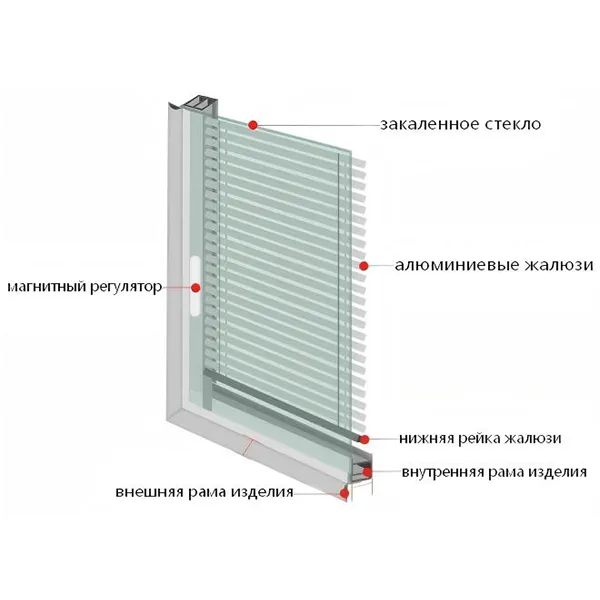 Стеклопакеты со встроенными жалюзи
Стеклопакеты со встроенными жалюзи -
 Армированное стекло
Армированное стекло -
 Энергосберегающие закаленные стеклопакеты
Энергосберегающие закаленные стеклопакеты



